") 埋弧焊的電流電壓速度_埋弧焊的優(yōu)點(diǎn)和缺點(diǎn)
埋弧焊的電流電壓速度_埋弧焊的優(yōu)點(diǎn)和缺點(diǎn)
埋弧焊的電流電壓速度
埋弧焊的電流速度一般為b500~600A,電壓速度一般為32~38V。
埋弧焊是一種電弧在焊劑層下燃燒進(jìn)行焊接的方法。其固有的焊接質(zhì)量穩(wěn)定、焊接生產(chǎn)率高、無(wú)弧光及煙塵很少等優(yōu)點(diǎn),使其成為壓力容器、管段制造、箱型梁柱等重要鋼結(jié)構(gòu)制作中的主要焊接方法。
近年來(lái)雖然先后出現(xiàn)了許多種高效、優(yōu)質(zhì)的新焊接方法,但埋弧焊的應(yīng)用領(lǐng)域依然未受任何影響。從各種熔焊方法的熔敷金屬重量所占份額的角度來(lái)看,埋弧焊約占10%左右,且多年來(lái)一直變化不大。
埋弧焊的優(yōu)點(diǎn)和缺點(diǎn)
埋弧焊的主要優(yōu)點(diǎn)有以下幾個(gè)方面:
(1) 所用的焊接電流大,相應(yīng)輸入功率較大。加上焊劑和熔渣的隔熱作用,熱效率較高,熔深大。工件的坡口可較小,減少了填充金屬量。單絲埋弧焊在工件不開(kāi)坡口的情況下,一次可熔透20mm。
(2) 焊接速度高,以厚度8~10mm的鋼板對(duì)接焊為例,單絲埋弧焊速度可達(dá)50~80cm/min,手工電弧焊則不超過(guò)10~13cm/min。
(3) 焊劑的存在不僅能隔開(kāi)熔化金屬與空氣的接觸,而且使熔池金屬較慢凝固。液體金屬與熔化的焊劑間有較多時(shí)間進(jìn)行冶金反應(yīng),減少了焊縫中產(chǎn)生氣孔、裂紋等缺陷的可能性。焊劑還可以向焊縫金屬補(bǔ)充一些合金元素,提高焊縫金屬的力學(xué)性能。
(4) 在有風(fēng)的環(huán)境中焊接時(shí),埋弧焊的保護(hù)效果比其他電弧焊方法好。
(5) 自動(dòng)焊接時(shí),焊接參數(shù)可通過(guò)自動(dòng)調(diào)節(jié)保持穩(wěn)定。與手工電弧焊相比,焊接質(zhì)量對(duì)焊工技藝水平的依賴程度可大大降低。
(6) 勞動(dòng)條件好。由于焊接過(guò)程的機(jī)械化和自動(dòng)化,焊工勞動(dòng)強(qiáng)度大大降低,沒(méi)有焊接弧光對(duì)焊工的有害作用;焊接時(shí)放出的煙塵和有害氣體少,改善了焊工的勞動(dòng)條件。
(7) 可節(jié)省焊接材料和能源。較厚的焊件不開(kāi)坡口也能焊透,從而焊縫中所需的焊接材料——焊絲量顯著減少,省去了開(kāi)坡口所需要的時(shí)間和能源;熔渣的保護(hù)作用避免了金屬元素的燒損和飛濺損失;不像焊條電弧焊那樣有焊條頭的損失。
埋弧焊的主要缺點(diǎn)有以下幾個(gè)方面:
(1) 由于采用顆粒狀焊劑,這種焊接方法一般只適用于平焊位置。其他位置焊接需采用特殊措施以保證焊劑能覆蓋焊接區(qū)。
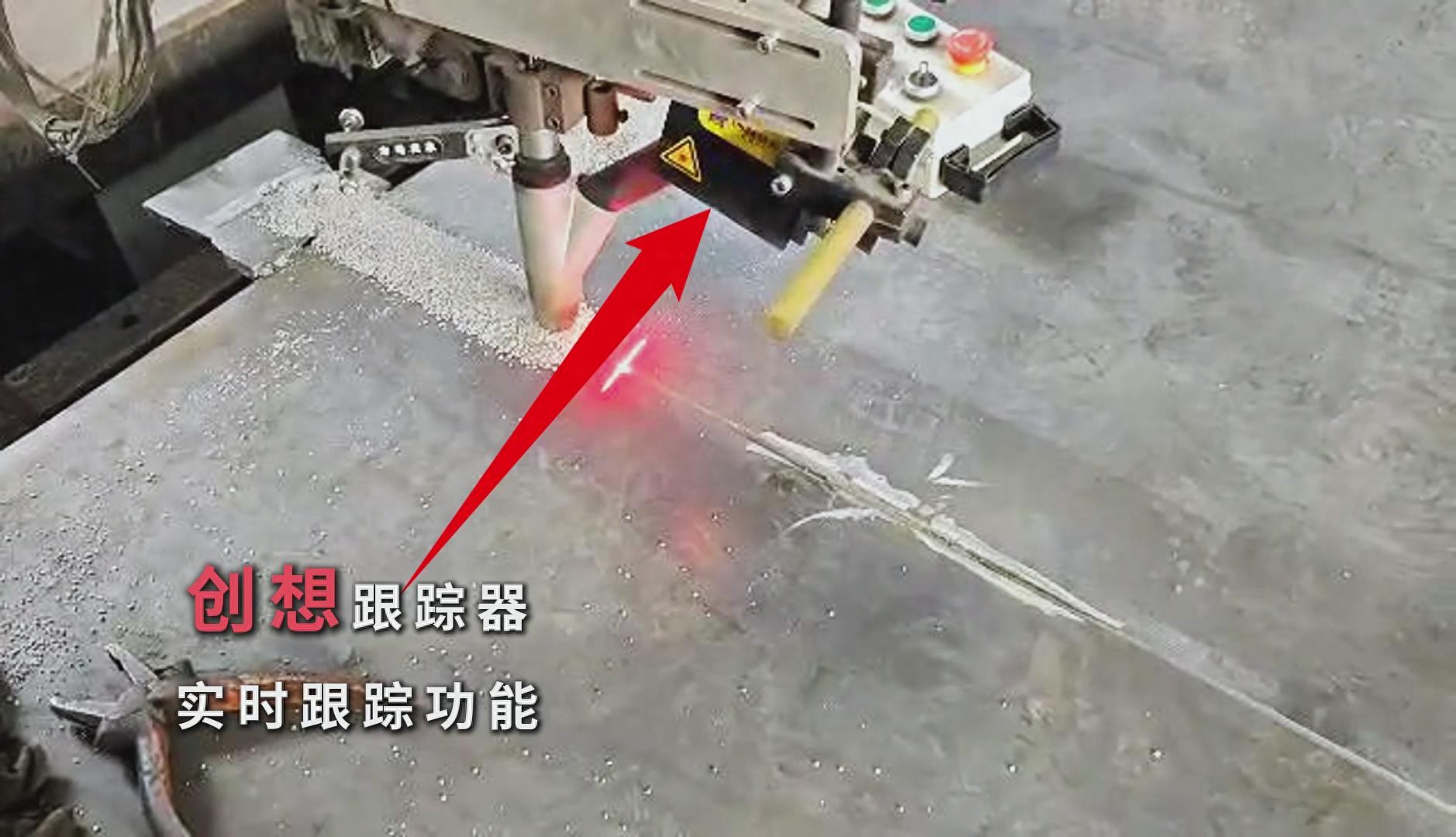
(2) 不能直接觀察電弧與坡口的相對(duì)位置,如果沒(méi)有采用焊縫自動(dòng)跟蹤裝置,則容易焊偏。
(3) 埋弧焊電弧的電場(chǎng)強(qiáng)度較大,電流小于100A時(shí)電弧不穩(wěn),因而不適于焊接厚度小于1mm的薄板。
(4) 焊接時(shí)用的輔助裝置較多。如焊劑的輸送和回收裝置,焊接襯墊、引弧板和引出板;焊絲的去污繡和纏繞裝置等,有時(shí)還需要與焊接工裝配合才能使用。
責(zé)任編輯:YYX
-
焊接
+關(guān)注
關(guān)注
38文章
3402瀏覽量
61117 -
電弧
+關(guān)注
關(guān)注
7文章
281瀏覽量
33376 -
埋弧焊
+關(guān)注
關(guān)注
2文章
13瀏覽量
9620
發(fā)布評(píng)論請(qǐng)先 登錄
創(chuàng)想智控激光焊縫跟蹤系統(tǒng)助力管道行業(yè)專機(jī)埋弧焊智能化升級(jí)



 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論