 激光焊接3系鋁合金的工藝分析
激光焊接3系鋁合金的工藝分析

隨著汽車行業的不斷壯大,純電動汽車和燃料電池汽車將共同主導中國新能源汽車市場的未來發展。電動車輕量化和燃料電池的大量使用,必然涉及到越來越多的鋁合金焊接工藝。鋁合金具有良好的物理、化學和機械性能,是工業生產中一種重要的輕金屬材料。目前鋁合金材料的連接還主要是以惰性氣體鎢極保護焊和熔化極惰性氣體保護焊兩種傳統焊接工藝進行焊接的。這兩種焊接工藝焊接速度慢、生產效率低,而且焊接熱輸入大,使得鋁合金焊接變形較大,同時焊接接頭處晶粒粗大,從而導致產品質量較差。而作為一種高能量密度熱源的激光,具有較快的焊接速度和較小的熱輸入,因此焊接變形小,獲得的產品質量也較為優異。
1. 實驗條件與方法
1.1 實驗材料
按合金化系列,鋁及鋁合金可分為 1 系(工業純鋁)、2 系(鋁 - 銅)、3 系(鋁 - 錳)、4 系(鋁 - 硅)、5 系(鋁 - 鎂)、6 系(鋁 - 鎂 - 硅)、7 系(鋁 - 鋅 - 鎂 -銅)、8 系(其他)八類合金。不同的系列的鋁合金由于成分和組織的差異,所表現出來的焊接性能相差也是比較大的。3系鋁合金是防銹鋁合金,具有優秀的防銹特性,成形性、熔接性、耐蝕性均良好,其中3003鋁合金通常用于動力電池外殼,3A21 鋁合金用于微波組件外殼。本次實驗采用3003鋁合金材料進行了激光焊接測試。焊接接頭采用對接的方式,將工件切割成100mm*100mm*2mm板材進行對焊。
3003 鋁合金標準化學成分表

1.2 實驗方法
在焊接前使用丙酮溶液超聲波清洗器 25 min,以清除試樣表面的油污等雜質。采用連續激光和脈沖激光對試樣分別進行焊接,焊接完成后在精密測量顯微鏡觀察焊縫表面形貌。
1.3 實驗參數
由于鋁合金對激光具有高反射性,為防止回反光燒毀激光器,對焊頭做了5度的傾斜。在連續激光進行焊接時,分別對離焦量、激光器輸出功率和焊接速度 3 個工藝參量進行優化,以獲得連續激光焊的最佳工藝參量; 同時,在脈沖激光進行焊接時,脈沖波形為方波,對脈沖能量進行了優化,以獲得脈沖激光焊的最佳工藝參量。優化后焊接工藝參數如表 1和表 2 所示。
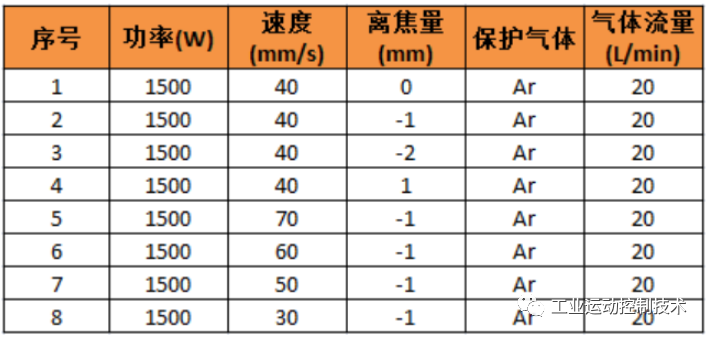
表1:連續激光焊接參數優化

表2:脈沖激光焊接參數優化
2. 實驗結果與討論
2.1 連續激光焊接
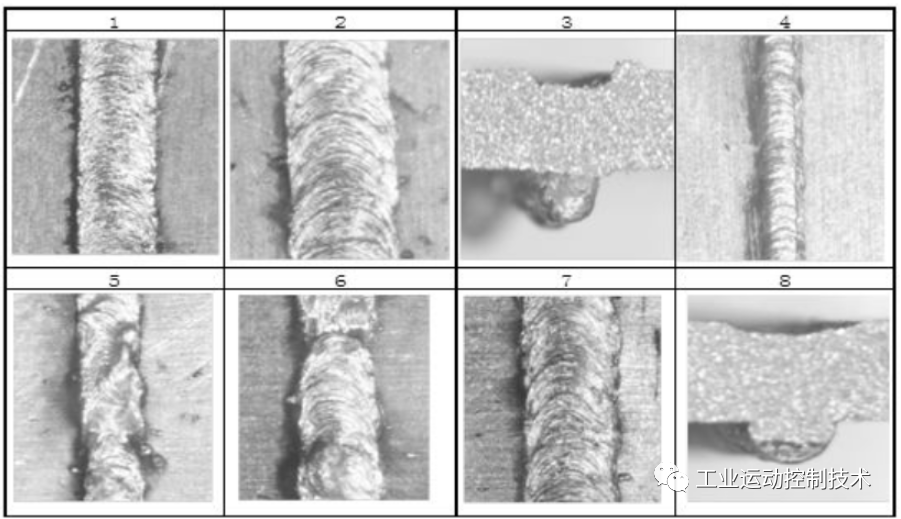
連續激光焊接焊縫表面成型如下圖:
通過實驗,我們將離焦量、焊接速度、激光功率對焊縫表面的影響總結如下:
激光深熔焊的離焦方式有三種:正離焦,零離焦與負離焦,一般要求焊接深度較大時采用負離焦,而針對薄材料焊接時多采用零離焦或者正離焦。在鋁合金激光焊接中,離焦量的變化對焊縫的表面成形和熔深都有較大的影響。如上圖1-4所示,在零焦點和正離焦量條件下焊縫成型比較平滑,但熔深隨之變淺,甚至出現焊不透的現象。隨著負離焦的增大,焊縫表面變得粗糙,熔深也隨之增加。當離焦量為-2mm時,焊縫表面蒸發劇烈而出現溝壑,下表面也出現明顯下塌。所以3003鋁合金焊接的聚焦范圍在-1mm左右時可獲得較好的表面成型以及良好熔深。
激光焊接速度對焊縫表面成型影響也較大,如圖5-8所示,在高速焊接時表面成型較為粗糙,隨著速度的降低焊縫表面成型較為平滑,但速度過低由于單位輸入的線能量較大,下表面也會出現下塌現象。
在進行工藝參數優化時,同時發現在保持零離焦量和焊接速度等其他工藝參數不變的條件下,當功率低于1500W時,焊接基本不能進行,只是對表面進行一定加熱。當高于1500W時,可以進行正常焊接。所以針對3系鋁合金材料激光焊接,存在一個激光功率密度的閾值,當高于此閾值時才能實現焊接。
2.2 脈沖激光焊接
脈沖激光焊接焊縫表面成型如下圖:
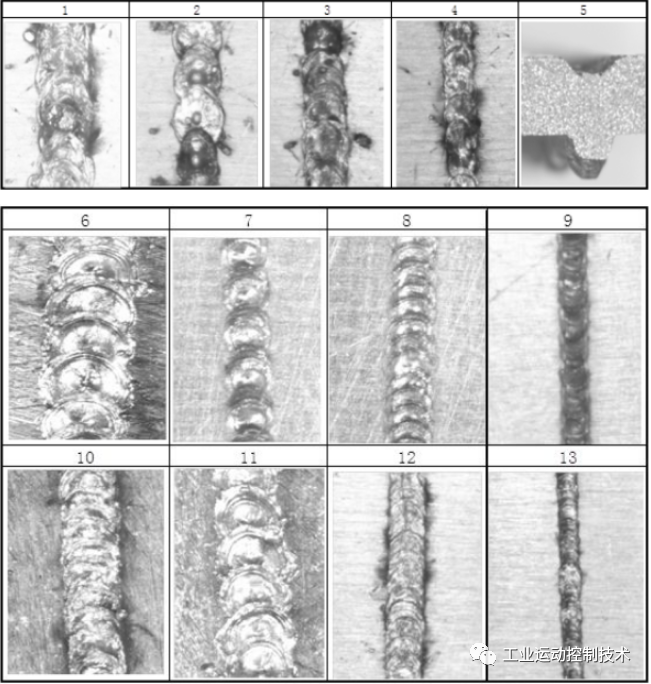
采用脈沖模式對3003鋁合金進行焊接,如圖1-4所示,在激光功率為2000W,離焦量為0的位置時進行焊接,發現無論是改變調制頻率還是占空比,焊點的成型均由于功率密度過大,造成焊縫熔池中低熔點Mn金屬元素的蒸發汽化,蒸汽壓力造成金屬飛濺,焊縫表面粗糙,焊縫不連續,有孔洞。當占空接近100%(及接近連續焊接時),焊縫上表面會出現較嚴重的溝壑,下表面會出現下塌,如圖5所示。
通過對比改變離焦量發現在離焦量為+1時焊縫表面成型最好,在離焦量為+2時雖然焊縫表面成型較好,但由于離焦太大激光功率密度不足,直接由深熔焊變為熱傳導焊,僅熔化工件表面,如圖5-7所示。
采用單一變量法對6-7、6-11、7-8、8-9、10-11、12-13進行實驗數據分析得知,激光功率密度對3003鋁合金焊成型影響最大。激光頻率與焊接速度兩個參數共同決定了光斑重合率的大小,所以要獲得致密魚鱗紋可以增加激光焊接頻率或者降低焊接速度,一般工業加工對產品產能有嚴格的要求,所以在進行需要控制魚鱗紋致密性的焊接時,例如微波組件的激光封裝焊接,要適當的提高激光焊接頻率。激光焊接占空比不僅影響焊縫的深度和整個焊接件的變形程度,也會影響焊縫的熱影響區晶粒的大小,這對焊接接頭的承受抗拉壓應力是極其重要的。
3. 結論
綜合以上實驗結果,通過連續-脈沖激光焊接的相比較,發現:在單位時間內線能量一定的條件下,激光功率密度對3003鋁合金的焊縫成型起著關鍵作用。
所以在對3003鋁合金進行焊接時不僅要考慮離焦量的變化,更重要的是選擇激光器時要充分考慮激光器的光斑模式(即光纖激光器的模塊組成分為單模和多模兩種,單模激光器的纖芯比較細,光束質量優于多模,能量分布呈高斯分布,中間能量密度最高,三維圖是一個尖圓的山峰狀。多模激光器的纖芯相比粗一些,光束質量相比單模要差一些,能量分布相比單模光斑平均一些,三維圖像一個倒扣的杯子,從邊緣陡峭程度來看,多模的比單模的陡峭很多)。同時影響激光功率密度也有激光焊接頭的準直聚焦的配比。

DMC640ML激光焊接示教系統
-
激光
+關注
關注
20文章
3445瀏覽量
65979
發布評論請先 登錄


電子科技助力鋁合金車身點焊工藝創新

電阻焊技術在汽車鋁合金焊接中的電子應用研究



Phase Lab鋁基數據庫,賦能7xxx系鋁合金開發設計

激光焊接技術在焊接鎳鈦金屬的工藝應用

激光焊接技術在焊接醫療血管支架的工藝應用

激光焊接技術在焊接醫療鎳鋁焊接的工藝應用




 工商網監
工商網監
評論