 如何判斷伺服電機是否損壞
如何判斷伺服電機是否損壞

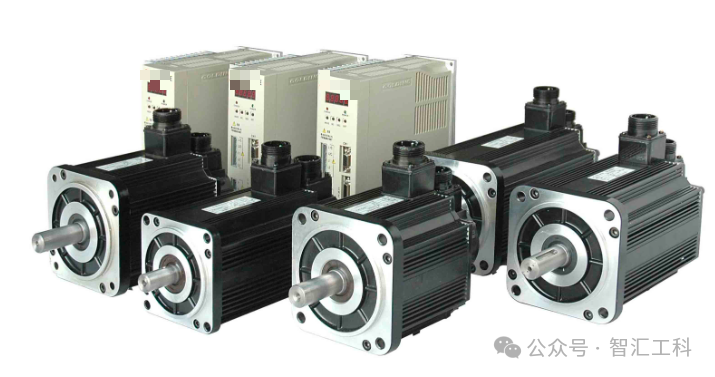
伺服電機作為工業自動化領域的核心部件,其運行狀態直接影響設備效率和生產線穩定性。判斷伺服電機是否損壞需要結合多維度檢測方法,從基礎觀察、性能測試到專業診斷層層遞進。以下為系統性判斷流程及實操要點:
一、基礎外觀與感官檢測
1. 機械結構檢查
● 物理損傷:檢查電機外殼是否有裂紋、變形或撞擊痕跡,尤其是軸端部位。若編碼器外殼破損(如百度百家號案例中提到的碰撞導致編碼器損壞),需立即停機。
● 連接部件狀態:用手轉動電機軸,正常應無卡頓或異常摩擦。若出現軸向竄動或徑向晃動,可能軸承已磨損(參考新浪報道中軸承故障案例)。
2. 運行狀態監聽
● 異響識別:啟動電機后,貼近電機聽運轉聲音。高頻尖銳聲可能為軸承損壞,斷續咔嗒聲可能暗示編碼器故障(如某工廠伺服電機因粉塵侵入編碼器導致信號丟失的案例)。
● 振動檢測:將手輕觸電機外殼,明顯高于正常水平的振動往往與轉子不平衡或軸承缺陷相關。
二、電氣性能測試
1. 繞組健康度檢測
● 萬用表測量:斷開電源后,用萬用表測量三相繞組阻值。三相阻值偏差超過5%即存在匝間短路風險(典型故障表現為電機發熱量激增)。
● 絕緣測試:使用500V兆歐表檢測繞組對地絕緣電阻,低于1MΩ說明絕緣老化,需警惕漏電風險。
2. 動態性能分析
● 空載電流測試:在驅動器使能狀態下,空載運行電機并記錄相電流。若某相電流持續偏高,可能對應繞組存在局部短路。
● 編碼器反饋驗證:通過驅動器監控界面觀察編碼器反饋脈沖。若出現脈沖丟失或數值跳變(如某案例中編碼器受電磁干擾導致定位漂移),需重點檢查信號線路。
三、專業診斷工具應用
1. 示波器波形分析
● 反電動勢檢測:拆除負載后手動旋轉電機,用示波器捕捉各相輸出電壓波形。正常應為對稱正弦波,波形畸變提示磁鋼退磁或繞組缺陷。
● PWM信號診斷:檢測驅動器輸出PWM波形,異常的斬波波形可能反映IGBT模塊故障。
2. 熱成像檢測
● 使用紅外熱像儀掃描電機表面,局部過熱區域(如某軸承位溫度達90℃以上)往往對應內部故障點。百度百家號報道的伺服電機過熱案例顯示,散熱不良會導致永磁體退磁。
四、軟件診斷與邏輯排除
1. 驅動器報警解析
● 現代伺服驅動器(如安川、三菱)的報警代碼可直接定位故障類型。例如"Err21"通常表示過載,"Err32"指向編碼器通信異常(需結合微信文章提到的信號干擾排查方法)。
2. 參數對比法
● 將當前電機參數與出廠參數表對比,特別是力矩常數、電氣時間常數等關鍵指標。某汽車生產線案例顯示,參數異常偏移0.5ms即導致定位精度下降。
五、典型故障案例庫參考
1. 編碼器類故障
● 現象:定位不準、運行時突然停機
● 解決方案:檢查編碼器供電電壓(通常5V±5%)、屏蔽層接地(如某CNC機床因接地不良導致位置偏移2μm)
2. 軸承失效征兆
● 階段特征:初期輕微異響→中期溫升加快→后期振動加劇
● 維護建議:每2000小時補充潤滑脂(參考NSK軸承技術手冊)
3. 繞組燒毀預判
● 前兆表現:絕緣漆焦糊味、驅動器頻繁報過流
● 預防措施:加裝PT100溫度傳感器實時監控(如某光伏硅片切割機改造方案)
六、預防性維護策略
1. 周期性檢測計劃
● 每日:記錄電機溫升、振動值
● 每月:絕緣電阻測試、軸承潤滑狀態檢查
● 每年:專業機構進行退磁檢測(永磁體剩磁量低于80%需更換)
2. 環境適應性改進
● 粉塵環境:加裝IP54防護罩(參照某鋰電工廠防爆改造標準)
● 潮濕工況:定期運行除濕加熱功能(如某港口AGV電機維護方案)
通過上述多層級診斷方法,可實現對伺服電機健康狀態的精準判斷。特別需注意,約35%的"電機損壞"實際源于外圍設備故障(如聯軸器不對中、減速機卡滯),因此建議采用"由外向內"的排查原則。對于高價值伺服系統,配備在線監測系統(如西門子SMC-50)可實現預測性維護,將故障停機時間縮短70%以上。
審核編輯 黃宇
-
伺服電機
+關注
關注
88文章
2113瀏覽量
59457
發布評論請先 登錄
伺服電機測試流程分析
如何判斷一個軟啟動器是否故障

如何判斷振弦式應變計是否損壞?分步指南


如何判斷熱電偶是否損壞
伺服電機的不轉的原因及維護
如何判斷MOS管是否損壞
伺服電機原理及控制應用
伺服電機有哪些調試方法?如何調?
什么是伺服電機?伺服電機的工作原理是什么?
如何判斷永磁電機是否退磁及如何避免?
有碳刷的電機怎么判斷好壞
怎么判斷磁性開關是否損壞
如何判斷電容器是否損壞



 工商網監
工商網監
評論