") 基于自主研制的固相摩擦擠壓增材制造設(shè)備
基于自主研制的固相摩擦擠壓增材制造設(shè)備

編者按
采用自主研制的固相摩擦擠壓增材制造設(shè)備,針對6061-T651鋁合金進行摩擦擠壓增材制造(Friction Extrusion Additive Manufacturing,F(xiàn)EAM)工藝試驗,探討固相摩擦擠壓增材工藝可行性、工藝參數(shù)與沉積層成形及缺陷相互影響,分析討論6061鋁合金單道多層FEAM試樣增材沉積成形、界面連接機制及力學(xué)性能變化規(guī)律,為在鋁合金結(jié)構(gòu)制造領(lǐng)域?qū)崿F(xiàn)FEAM技術(shù)的工業(yè)化應(yīng)用提供了重要試驗依據(jù)。
1 序言
高強鋁合金具有密度低、強度高、耐腐蝕及優(yōu)異斷裂韌性與塑性成形性等特點,是僅次于鋼鐵材料的在工業(yè)制造領(lǐng)域廣泛應(yīng)用的結(jié)構(gòu)材料之一。傳統(tǒng)的鋁合金結(jié)構(gòu)采用鑄造、鍛造、焊接及粉末冶金等整體工藝加工制造,由于工藝流程長、需要大型加工設(shè)備及復(fù)雜工裝模具等,因此會增加制造成本與時間,很難適應(yīng)先進制造工業(yè)的發(fā)展趨勢。
金屬增材制造技術(shù)的發(fā)展為實現(xiàn)輕量化鋁合金復(fù)雜結(jié)構(gòu)自由設(shè)計及快速制造提供了新途徑。然而,由于鋁合金具有熔點低、熱裂敏感及容易氧化等固有冶金局限性,針對目前在工業(yè)領(lǐng)域已廣泛應(yīng)用的2000、6000或7000系列的鍛造鋁合金,采用激光及熔絲電弧增材制造很難獲得無孔隙、裂紋及夾雜等冶金缺陷的鋁合金增材構(gòu)件,因此限制了熔焊增材制造技術(shù)在輕量化鋁合金結(jié)構(gòu)制造領(lǐng)域的廣泛應(yīng)用[1,2] 。
與熔焊工藝比較,固相摩擦焊是材料加工領(lǐng)域具有特色的先進加工技術(shù),其關(guān)鍵優(yōu)勢是:金屬材料不存在熔化現(xiàn)象、避免了熔化結(jié)晶凝固過程中各種冶金缺陷,所獲得的焊縫組織致密、晶粒細小、強度與韌性明顯較高,尤其是能實現(xiàn)熔焊性差的高強鋁合金焊接;為開發(fā)一種獲得高性能鋁合金增材構(gòu)件的固相摩擦擠壓增材制造技術(shù)提供了重要基礎(chǔ)。
目前,國外研究者已將逐層沉積原理與固相摩擦焊工藝結(jié)合起來,對可能實現(xiàn)的固相摩擦擠壓增材制造工藝進行了許多探索試驗研究,如摩擦沉積(Friction Deposition,F(xiàn)D)[3] 、摩擦堆焊(Friction Surfacing,F(xiàn)S)[4] 、復(fù)合金屬擠壓與連接增材(Hybrid Metal Extrusion & Bonding,HYB)[5] 、攪拌摩擦增材(Friction Stir Additive Manufacturing,F(xiàn)SAM)[6,7] 及增材摩擦攪拌沉積(Additive FrictionStir Deposition,AFSD)工藝等 [8]。
其中,由美國Aeroprobe公司研制開發(fā)的AFSD具有顯著優(yōu)勢,是目前唯一可實現(xiàn)增材路徑自由成形的固相摩擦擠壓增材工藝方法。2018年該公司開發(fā)了基于AFSD的商業(yè)化3D打印設(shè)備,并采用新術(shù)語“MELD”表征這種變革工藝,同時成立專門MELD設(shè)備公司進行工業(yè)化推廣應(yīng)用。
試驗表明,MELD工藝可成功實現(xiàn)各種鋁合金(1xxx系、2xxx系、5xxx系、6xxx系及7xxx系)、鎂合金(AZ31、AZ91及WE43等)、銅合金(Cu110及Cu185)、不銹鋼(316L)、鎳基合金(Inconel625、718等)、鈦合金(Ti-6Al-4V)與金屬基復(fù)合材料(Al-SiC、Al-W及Al-Mo)等材料的增材制造,增材沉積速率高(鋁合金增材沉積速率>1000cm3/h)、增材內(nèi)部殘余應(yīng)力明顯低于熔焊增材工藝[9] 。
MELD不僅能用于同種及異種金屬增材制造與焊接過程,還可應(yīng)用于金屬表面涂層加工、金屬結(jié)構(gòu)修復(fù)強化、功能梯度材料及金屬基復(fù)合材料制備等,在鋁合金結(jié)構(gòu)增材制造及修復(fù)強化領(lǐng)域顯示出巨大應(yīng)用潛力。由于缺乏設(shè)備,故在國內(nèi)很少見到有關(guān)MELD工藝研究的公開報道。
本文對固相摩擦擠壓增材制造工藝原理進行分析討論,通過自主設(shè)計研制基于MELD工藝的固相摩擦擠壓增材制造設(shè)備,對6061鋁合金的固相摩擦擠壓增材制造工藝、沉積成形及力學(xué)性能進行試驗探討,為在國內(nèi)推廣應(yīng)用這種特色金屬固相增材制造技術(shù)提供參考依據(jù)。
2 固相摩擦擠壓增材制造工藝原理
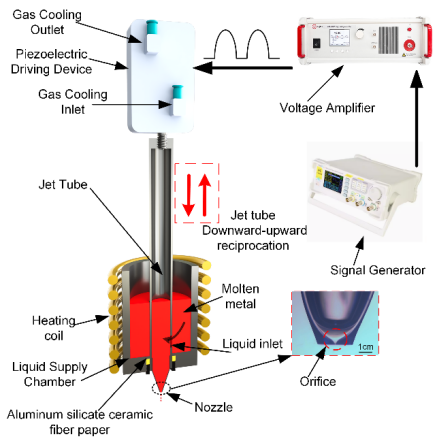
固相摩擦擠壓增材制造工藝原理如圖1所示。在中空的非消耗軸肩內(nèi)部有填充棒料,軸肩與基板表面保持給定空間,軸肩帶動填充棒料以相同角速度高速旋轉(zhuǎn),在軸向壓力作用下填充棒料持續(xù)摩擦擠壓基板表面,從而產(chǎn)生強烈摩擦熱和剪切塑性變形,導(dǎo)致材料軟化產(chǎn)生塑性流動,從而填充軸肩與基板表面之間的間隙;隨著軸肩沿基板表面橫向移動,被軟化材料與基板產(chǎn)生冶金連接,并沉積在基板表面形成增材層;沿給定加工路徑重復(fù)上述操作即可形成單道多層增材構(gòu)件。基于上述工藝原理,我們自主設(shè)計研制成功實現(xiàn)填充材料的固相摩擦擠壓增材設(shè)備及試驗平臺,為進行增材工藝試驗提供基礎(chǔ)。
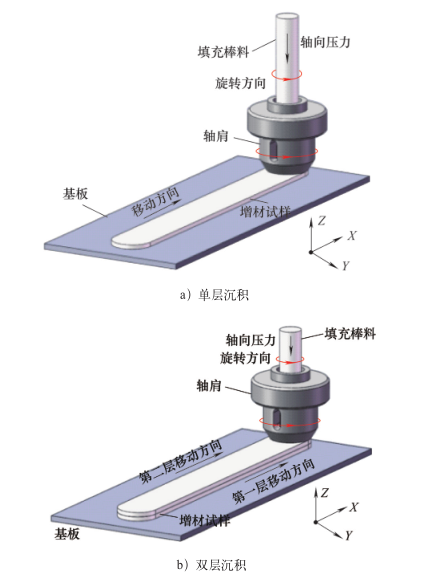
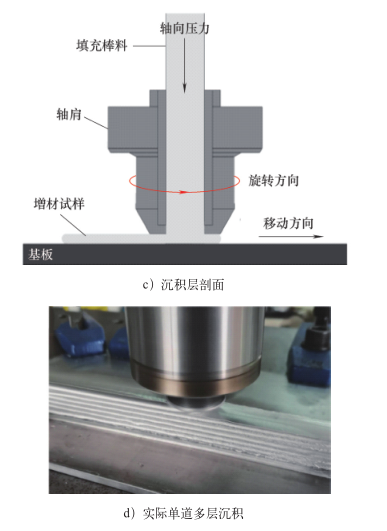
圖1 固相摩擦擠壓增材制造工藝原理
由于固相摩擦擠壓增材制造采用消耗填充棒料自身“摩擦擠壓”基板,所以填充棒料既產(chǎn)生摩擦熱源又是被加工材料,通過摩擦擠壓使得填充棒料軟化后直接沉積到基板上形成增材,在沉積過程中消耗棒料將受到強烈摩擦擠壓剪切塑性應(yīng)變作用,由此可見“摩擦與擠壓”是該工藝的關(guān)鍵特征。因此,為有效反映摩擦擠壓塑性成形的強烈熱-力耦合冶金加工特征,本文采用術(shù)語“固相摩擦擠壓增材制造(Friction Extrusion Additive Manufacturing,F(xiàn)EAM )”表征這種特色固相增材制造技術(shù)[10]。
3 試驗材料及方法
試驗采用6061-T6鋁合金作為基板,尺寸為300mm×100mm×5mm,填充棒料為6061-T651鋁合金,其直徑為20mm、長度為200mm。6061屬于可熱處理強化鋁合金,具有高比強、高模量、高延展性及塑性成形特性等,在航空航天、汽車工業(yè)及機械工程領(lǐng)域等具有廣泛應(yīng)用。全部增材工藝試驗在天津大學(xué)固相摩擦焊研究室研制的FEAM設(shè)備上完成。在大量探索工藝試驗基礎(chǔ)上,選擇的FEAM試驗工藝參數(shù)見表1。

為評估FEAM工藝過程及增材試樣組織特征,采用TOPRIE TP9000多路數(shù)據(jù)記錄儀及鎳鉻K型熱電偶對增材試樣沉積層間熱循環(huán)曲線進行測試,探討工藝過程熱循環(huán)曲線變化規(guī)律。為進行增材試樣組織及力學(xué)性能分析,分別定義增材試樣長度、寬度和厚度方向為X、Y、Z(見圖1)。試驗結(jié)束后沿Z方向切割金相試樣,進行機械拋光及腐蝕處理;分別使用超景深立式顯微鏡和Olympus GX 51光學(xué)顯微鏡進行宏觀形貌和顯微組織觀察;使用JEOL 7800熱場電子掃描顯微鏡(SEM)在背散射模式下進行增材結(jié)晶相觀察;采用Tecnai G2 F30透射電子顯微鏡(TEM)對增材試樣第二相種類、尺寸及密度進行觀察表征。為探討增材層組織均勻性及性能各向異性,采用HVS-1000顯微硬度計對單道多層增材試樣的不同位置進行顯微硬度檢測,檢測位置如圖2所示。
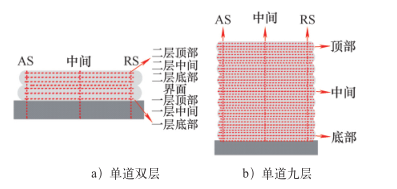
圖2 硬度檢測位置
硬度測試載荷為100g,加載時間為15s,相鄰測試點間隔1mm。對增材試樣分別沿X、Y、Z方向不同位置線切割加工制備微小拉伸試樣,取樣位置和尺寸如圖3所示。
圖3 拉伸試樣取樣位置及尺寸
分別應(yīng)用電子萬能拉伸試驗機(CSS-44100)和Instron2710-004微小力學(xué)測試系統(tǒng)進行拉伸試驗,拉伸速率分別為1mm/min和0.3mm/min。最后采用掃描電鏡(SU1510)對不同增材試樣、不同方向的拉伸試樣斷口進行組織觀察和EDS分析,并探討增材試樣斷裂模式。
4 結(jié)果分析與討論
FEAM主要工藝參數(shù)包括軸向壓力F、軸肩工具轉(zhuǎn)速ω、移動速度v和增材層厚d。其中F和ω是決定摩擦熱量的關(guān)鍵因素,F(xiàn)太小時,即使增加ω也無法形成有效的摩擦熱量;當(dāng)F超過一定值后,隨著ω增加,摩擦熱量將不斷增加、送料速度也將不斷增加。v及d決定著增材沉積效率高低,v越大則沉積效率越高,但必須與ω及F相匹配,否則將形成不連續(xù)沉積寬度,導(dǎo)致工藝過程不穩(wěn)定;而d是由預(yù)先設(shè)置的軸肩與基板之間的空間控制,增加d同樣提高沉積效率,但d過大時,將影響沉積層界面之間的結(jié)合強度。因此,只有上述工藝參數(shù)在優(yōu)化范圍內(nèi)變化時,才能實現(xiàn)有效的增材沉積過程。
在FEAM過程中,填充棒料承受轉(zhuǎn)矩的變化規(guī)律如圖4所示,對應(yīng)沉積工藝參數(shù)ω=600r/min、v=300mm/min、F=10kN、d=4mm。從圖4可看出,F(xiàn)EAM工藝過程可劃分為沉積前預(yù)熱、摩擦擠壓沉積過程和快速冷卻三個階段。首先,填充棒料與基板表面開始接觸摩擦導(dǎo)致轉(zhuǎn)矩T快速上升達到峰值;然后,棒料軟化產(chǎn)生強烈剪切塑性擠壓變形,連續(xù)填充軸肩工具與基板表面之間空間,使得轉(zhuǎn)矩迅速降低到平衡點以下近似穩(wěn)定值,填充棒料進入穩(wěn)定摩擦擠壓沉積階段;最后,沉積結(jié)束停止旋轉(zhuǎn),轉(zhuǎn)矩迅速降為零。沉積過程工藝穩(wěn)定階段的摩擦熱功率(Tω)近似為恒定值。
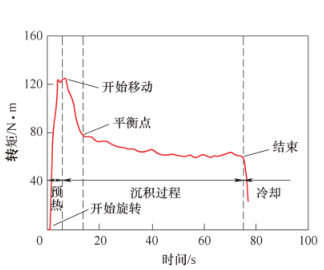
圖4 FEAM過程中填充棒料承受轉(zhuǎn)矩的變化規(guī)律
FEAM過程中沉積層底部不同位置熱循環(huán)曲線變化規(guī)律如圖5所示。其中,所測試的峰值溫度為430~464℃;其峰值溫度近似為鋁合金熔點(580~650℃)的72%~80%,其加熱和冷卻速率分別為33~50℃/s和3.6~5℃/s(從最高溫度降至100℃時的近似冷卻速率)。這表明FEAM為完全固相增材沉積過程并具有較高冷卻速率。
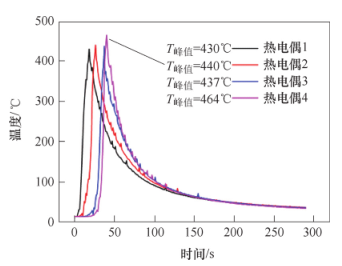
圖5 FEAM過程中沉積層底部不同位置熱循環(huán)曲線變化規(guī)律
FEAM過程中產(chǎn)生的宏觀與微觀缺陷分別如圖6、圖7所示。填充棒料塑性流動與沉積缺陷形成直接相關(guān),由于工藝參數(shù)不當(dāng),所以會產(chǎn)生飛邊、不連續(xù)、未連接、弱連接及孔洞等缺陷。當(dāng)軸向壓力過大、移動速度較慢時,填充材料軟化嚴重,被擠出軸肩邊緣形成飛邊,造成材料沉積效率降低;而當(dāng)軸向壓力較小、移動速度過快時,填充材料沉積不連續(xù)增加。
軸向壓力過大導(dǎo)致送料速度明顯增加,有可能導(dǎo)致填充材料堵塞軸肩內(nèi)孔,使沉積工藝失敗。沉積工藝參數(shù)匹配不合適,還會導(dǎo)致沉積層界面產(chǎn)生弱連接或未連接缺陷,明顯降低沉積層界面結(jié)合強度。這將對FEAM力學(xué)性能產(chǎn)生嚴重不利影響。
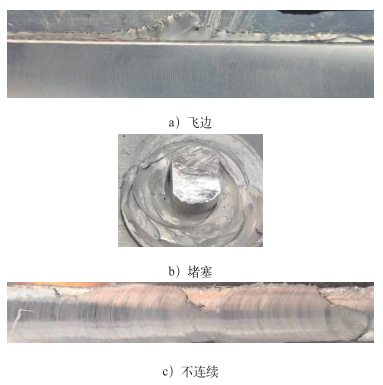
圖6 FEAM宏觀缺陷
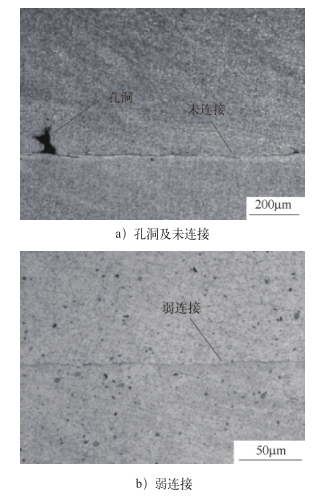
圖7 FEAM微觀缺陷 圖8所示為FEAM的增材層厚d及軸肩表面特征對沉積層及界面結(jié)合狀態(tài)的影響。增加d時,將減小軸肩對沉積層界面的摩擦加熱作用,使沉積層界面產(chǎn)生弱連接缺陷,降低界面結(jié)合強度;減小d時,有利于提高沉積層界面結(jié)合強度,但降低增材沉積效率。當(dāng)采用帶凸臺的軸肩工具時,由于凸臺對沉積層的強烈摩擦擠壓攪拌作用,使沉積層及界面附近產(chǎn)生明顯的塑性流動宏觀變形特征,這將更好地促進沉積層界面上下材料的混合,從而獲得更高界面結(jié)合強度(見圖8a)。
而采用平面軸肩時沉積層界面基本為平直狀態(tài),界面附近材料塑性變形流動特征并不顯著(見圖8b)。帶凸臺的軸肩工具有利于沉積界面的冶金結(jié)合,但會增加軸肩工具承受的轉(zhuǎn)矩,從而影響沉積工藝過程穩(wěn)定性。
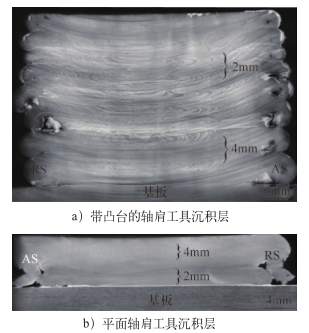
圖8 不同增材層厚下FEAM沉積層截面形貌
不同轉(zhuǎn)速下單道雙層及單道九層增材試樣截面宏觀形貌分別如圖9、圖10所示。從圖9、圖10可看出,除兩側(cè)部分區(qū)域可能存在不良結(jié)合外,沉積層內(nèi)部區(qū)域均為完全致密組織,這說明FEAM屬于近凈成形增材制造工藝,最終增材還需要加工去除兩側(cè)結(jié)合不良區(qū)域。
但增材內(nèi)部宏觀組織均勻,不存在孔隙、裂紋及夾雜等冶金缺陷,由于采用平面軸肩工具,沉積層界面塑性變形小,基本為平直狀態(tài),多層沉積的熱循環(huán)作用沒有對增材宏觀成形產(chǎn)生顯著影響。因此,采用軸肩轉(zhuǎn)速400r/min、600r/min和800r/min與移動速度300mm/min工藝可成功獲得每層增材厚度約為4mm的致密無缺陷的FEAM增材試樣。
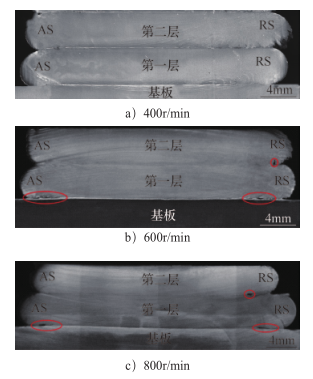
圖9 單道雙層增材試樣截面宏觀形貌
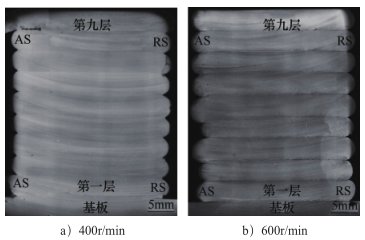
圖10 單道九層增材試樣截面宏觀形貌 同轉(zhuǎn)速下單道雙層增材不同位置的微觀組織如圖11所示。從圖11可看出,由于連續(xù)摩擦擠壓熱-力耦合作用,沉積層及界面附近產(chǎn)生連續(xù)動態(tài)再結(jié)晶并實現(xiàn)擴散冶金連接,因此多層增材均呈現(xiàn)均勻細小等軸晶組織特征,平均晶粒尺寸不超過(8.84±1.76)μm。
沉積層界面由于直接承受剪切塑性應(yīng)變作用,所以其晶粒稍微細小(7.68±1.73)μm;與原始填充棒料母材晶粒平均尺寸(24.21±5.3)μm比較,增材微觀組織產(chǎn)生顯著細化現(xiàn)象。雖然不同沉積層受到軸肩轉(zhuǎn)速變化及多層熱循環(huán)累積作用,但不同位置晶粒細化趨勢及尺寸并沒有明顯差異,這說明在FEAM中細小等軸晶組織具有良好的分布均勻性及穩(wěn)定性。
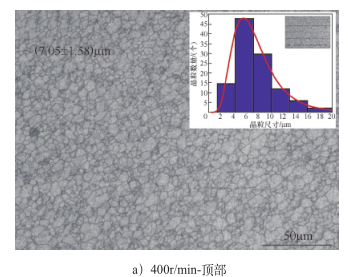
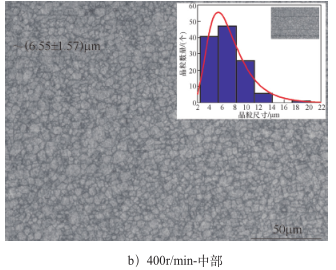
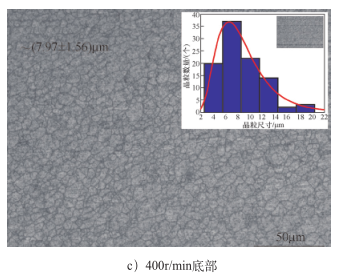
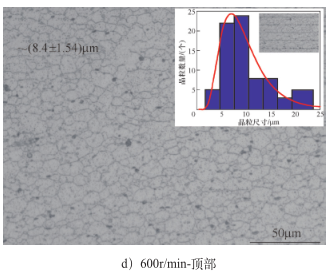
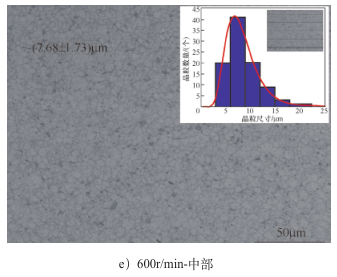
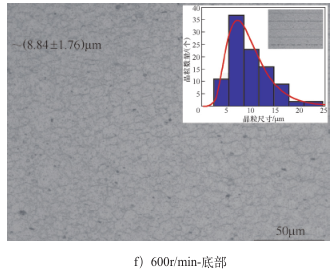
圖11 單道九層增材微觀組織
600r/min轉(zhuǎn)速下單道雙層增材試樣顯微硬度分布如圖12所示。試驗結(jié)果表明,一層底部、中間、頂部及界面的平均硬度分別達到填充棒料母材的60.7%、61.5%、59.4%、56.9%;二層底部、中間及頂部的平均硬度分別達到填充棒料母材的60.5%、64.2%和68.0%。
雖然產(chǎn)生明顯軟化現(xiàn)象,但具有較好的均勻性,說明雙層增材的各向異性差異較低。單道九層增材硬度分布云圖如圖13所示。隨著沉積層數(shù)增加,增材頂部硬度值可達到70HV0.1以上;但由于多層熱循環(huán)作用,所以其余大部分區(qū)域硬度有所降低,600r/min與400r/min兩種轉(zhuǎn)速下的平均硬度值分別為55.1HV0.1 、57.1HV0.1,具有相對均勻硬度分布特征,說明多層增材的硬度仍具有相對低的各向異性差異。
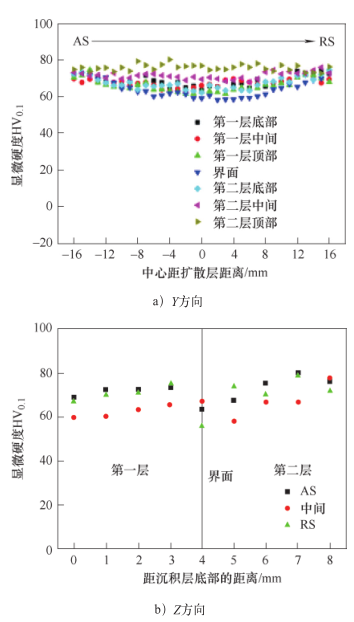
圖12 單道雙層增材試樣不同位置顯微硬度分布
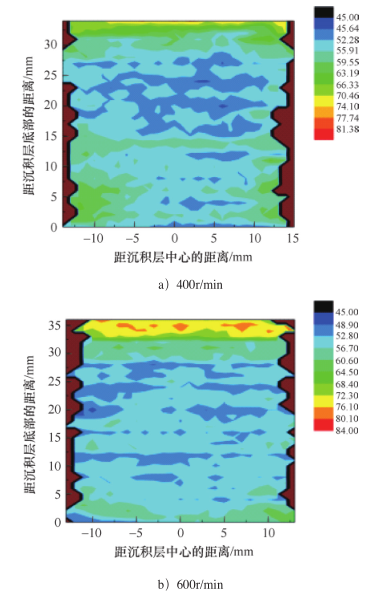
圖13 單道九層增材硬度云圖
600r/min下單道九層增材試樣組織的TEM圖像如圖14所示。由于6061為熱處理強化鋁合金,所以其析出相轉(zhuǎn)變?yōu)椋哼^飽和固溶體→Mg、Si原子團簇→β‘’相→β‘相+Q’相→β相+Q相,其中各種析出相是其主要強化機制。
而FEAM中熱循環(huán)峰值溫度(見圖5)已超出β‘’相、Q‘相和β’相的溶解溫度,并具有較高冷卻速率;加之劇烈熱-力耦合作用,使頂層增材β‘’相大部分溶解,β‘相則發(fā)生明顯粗化,Q’相也部分溶解到基體中;而在界面附近析出相全部溶解,僅剩球狀的結(jié)晶相,析出強化明顯降低。試樣底部經(jīng)歷多次熱循環(huán),使β‘’相溶解更為充分、β‘相更加粗化。因此,多層沉積態(tài)增材內(nèi)部不可避免地會產(chǎn)生硬度降低/軟化現(xiàn)象。
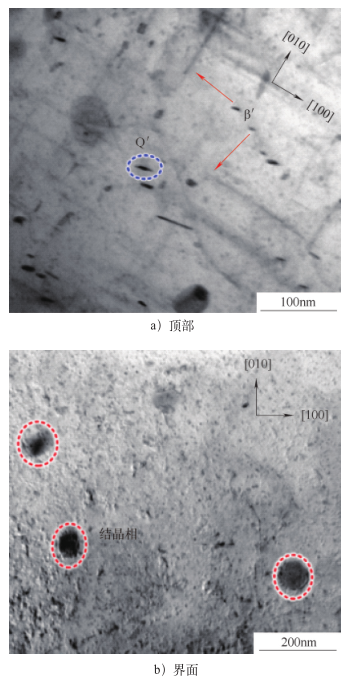
圖14 單道九層增材試樣TEM圖像
400r/min下單道九層增材試樣X及Z方向拉伸性能比較如圖15所示。沿X方向多層增材頂部抗拉強度可達到231MPa;但隨著遠離試樣頂部,增材試樣內(nèi)部所受熱循環(huán)次數(shù)逐漸增加,從頂部到底部抗拉強度呈現(xiàn)先減小后趨于穩(wěn)定的特征,除頂層區(qū)外,增材大部分區(qū)域平均抗拉強度為186MPa,中部與底部拉伸曲線基本類似;達到填充棒料母材的55%;但平均斷后伸長率可達45.1%。
沉積層塑性變形能力因沉積區(qū)晶粒細化而明顯優(yōu)于母材。沿Z向增材試樣中間區(qū)域的抗拉強度最高為173MPa,平均抗拉強度為165MPa,可達到X向強度的88.9%,但只有填充棒料母材的47%;而增材試樣前進側(cè)(AS)及后退側(cè)(RS)的抗拉強度與中部基本類似,但伸長率有所降低,這說明沿增材不同方向的抗拉強度既存在明顯軟化現(xiàn)象,還存在較大各向異性特征。
對于單道多層增材試樣,由于中部和底部沉積層經(jīng)歷多次熱循環(huán)作用,這不僅使增材層內(nèi)的強度降低,也使界面的結(jié)合強度降低。而沿Z向即垂直于沉積層界面的拉伸性能,是評估界面冶金結(jié)合強度的關(guān)鍵指標,它受到工藝參數(shù)、增材厚度及軸肩表面形狀的顯著影響,對此還需要進行大量的FEAM工藝優(yōu)化試驗和深入研究。
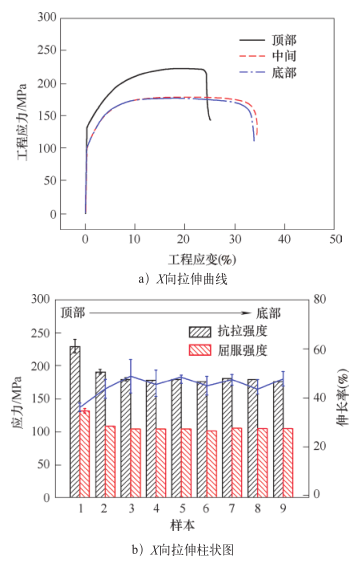
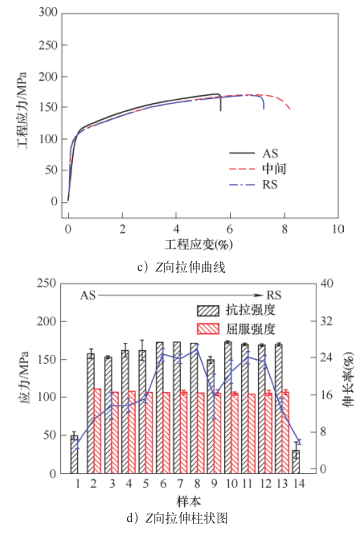
圖15 單道九層增材X向與Z向拉伸性能比較 5 結(jié)束語
本文基于自主研制的固相摩擦擠壓增材制造設(shè)備,對6061-T651鋁合金FEAM工藝可行性,以及工藝參數(shù)對增材成形、界面連接機制及力學(xué)性能進行初步試驗探索,獲得以下主要結(jié)論。
1)在軸肩轉(zhuǎn)速400r/min、600r/min和800r/min與移動速度300mm/min工藝下,成功實現(xiàn)6061鋁合金FEAM工藝過程,獲得每層增材厚度和寬度分別約為4mm和32mm的單道雙層及九層增材試樣,沉積層內(nèi)部完全致密,不存在孔隙及裂紋冶金缺陷,沉積層界面可實現(xiàn)良好的冶金連接。
2)FEAM工藝參數(shù)選擇不當(dāng)時,有可能產(chǎn)生飛邊、不連續(xù)、未連接、弱連接及孔洞等成形缺陷。其中,軸向壓力、軸肩轉(zhuǎn)速、移動速度、增材厚度及軸肩表面形狀是影響沉積層成形和界面結(jié)合強度的關(guān)鍵因素。
3)FEAM具有均勻細小等軸晶組織特征,多層增材平均晶粒尺寸不超過7.62μm。由于析出強化相的溶解與粗化,因此多層增材內(nèi)部產(chǎn)生顯著軟化現(xiàn)象,但硬度分布具有較好均勻性,其平均硬度不超過填充棒料母材的50.4%。
4)FEAM多層增材試樣X向抗拉強度可達到填充棒料母材的55%,而垂直沉積層界面Z向抗拉強度僅為母材的47%,增材不同方向拉伸性能存在較大各向異性,對此還需要進行大量的FEAM工藝優(yōu)化試驗和深入研究。
審核編輯 :李倩
-
焊接
+關(guān)注
關(guān)注
38文章
3412瀏覽量
61290 -
增材制造
+關(guān)注
關(guān)注
0文章
265瀏覽量
13027
原文標題:高強鋁合金固相摩擦擠壓增材制造工藝全解析
文章出處:【微信號:xincailiaozaixian,微信公眾號:新材料在線】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
偉創(chuàng)力固戍通過智能制造能力成熟度四級認證
安泰高壓放大器在超聲輔助增材制造中的應(yīng)用研究
光束整形在金屬增材制造應(yīng)用中的優(yōu)勢

邊緣智能+AI賦能:創(chuàng)想智控金屬增材制造熔池在線質(zhì)量監(jiān)控

夢之墨電子增材制造設(shè)備創(chuàng)新應(yīng)用案例
【「芯片通識課:一本書讀懂芯片技術(shù)」閱讀體驗】了解芯片怎樣制造
新型微電機換向器的研制
看視頻,抽好禮!Aigtek帶你揭開金屬增材制造測試系統(tǒng)神秘面紗!

LCOS-SLM功率突破700 W,金屬增材制造:終于等到你!
工業(yè)增材制造將走向何方

在測試過程中,如何防止電池擠壓試驗機的故障率?

大話芯片制造之讀后感超純水制造
X-ray蔡司工業(yè)CT用于檢測增材制造醫(yī)療植入物

新一代IO模塊:增材制造的智能引擎

安寶特產(chǎn)品 安寶特3D Evolution:增材制造零件查找器




 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論