") 車用線束端子壓接工藝研究
車用線束端子壓接工藝研究
汽車線束素有汽車神經(jīng)之稱,是對汽車進(jìn)行電信號控制的載體,汽車線束是汽車電路的網(wǎng)絡(luò)主體,沒有線束也就不存在汽車電路。目前,不管是高級豪華汽車還是經(jīng)濟(jì)型普通汽車,線束編成的形式基本上是一樣的,都是由電線、接插件和傳感器以及其他器件組成,與其他電器設(shè)備中的線束相比,汽車線束要能保證汽車在各種惡劣環(huán)境和行駛條件下的更高的安全可靠性,這就為汽車線束的技術(shù)發(fā)展提出了更高的要求,因此,汽車電線束在結(jié)構(gòu)設(shè)計(jì)及生產(chǎn)過程中應(yīng)充分考慮到汽車的行駛安全性、可靠性,同時(shí)還要考慮整車裝配工藝的合理性及線束生產(chǎn)工藝的可能性和合理性。
1 電線束壓接
電線與端子的連接有兩種辦法:一種是錫焊連接,一種是壓接。早期生產(chǎn)的汽車線束都采用錫焊連接,特別是在生產(chǎn)批量小、線束比較簡單時(shí),多采用這種連接工藝。現(xiàn)在絕大多數(shù)電線束生產(chǎn)廠都采用了壓接工藝,它的優(yōu)點(diǎn)是:加工工藝簡單,適合大批量生產(chǎn);電線束的接觸性能可靠,使用壽命長,凈化工作環(huán)境,保障生產(chǎn)工人的身心健康。
1.1壓接的概念
壓接是汽車線束生產(chǎn)工程中非常重要的工序,壓接是一種有效而可靠的導(dǎo)電體連接方法,壓接是將原材料(端子、導(dǎo)線和密封圈)生產(chǎn)成線束部件(電路)的重要工序。
壓接是決定端子和導(dǎo)線連接的電氣和機(jī)械性能的重要工序。
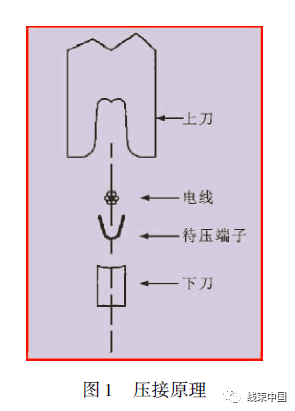
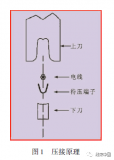
1.2壓接的原理
線束端子壓接是指通過外力使電線與端子接觸面強(qiáng)力結(jié)合,工藝上是通過壓接模具的上下刀片(如圖1所示)依靠壓接機(jī)的力量來實(shí)現(xiàn)的。實(shí)際上是端子從自由彎曲到校正彎曲的過程。
2 電線端部的剝頭及長度確定
2.1剝皮要求
如圖2所示,被壓接電線端部的剝皮必須滿足以下要求:
(1)長度適中
(2)絕對不允許有斷銅絲的現(xiàn)象
(3)不允許破壞導(dǎo)線原有的形狀
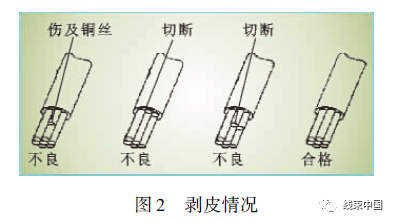
盡管不同規(guī)格的電線,不同型號的端子所需電線的剝皮長度不同,但對其剝皮質(zhì)量必須滿足以上要求,才能保證下道工序——電線與端子的壓接。
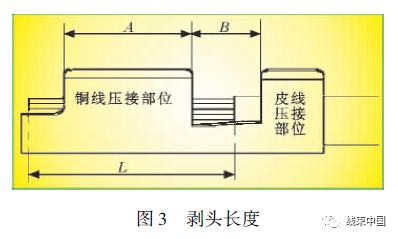
2.2長度確定
電線端部的剝頭長度的確定如圖3所示,單位為mm。
剝頭長度L=(0.5-1.0)+A+B/2
3 電線與端子壓接
汽車線束中,電線與端子的壓接質(zhì)量是十分重要的一道工序,它直接關(guān)系到線束總成和汽車行駛的可靠性。
3.1決定壓接質(zhì)量的好與壞的因素
(1)良好的電性能:低而穩(wěn)定的電阻抗;抗腐蝕性。
(2)良好的機(jī)械性能:較高的拉力。
(3)良好的物理屬性:合理的芯線變形;適中的喇叭口;小毛刺;合適的壓接高寬比。
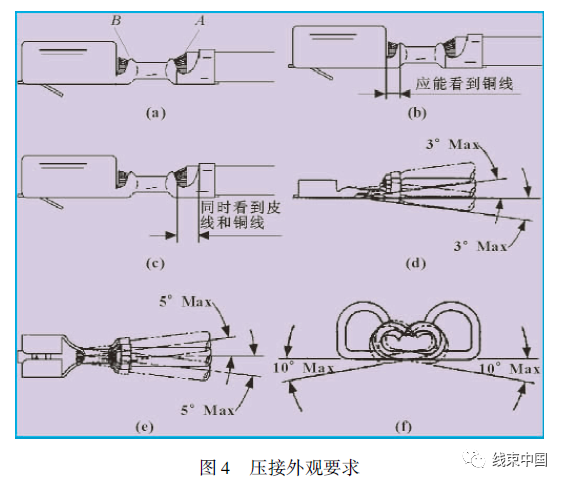
3.2 壓接的外觀要求
(1)端子壓接電線芯的部位,在靠近皮線端(A)處應(yīng)有向上翹曲的圓弧角,這樣可以保證在壓接過程中不損傷電線芯,同時(shí)使被壓接電線芯的過渡性良好,B處可有可沒有,如圖4(a)所示。
(2)壓接電線芯的前端出頭必須滿足兩點(diǎn)要求:①壓接出頭可見,這樣能更有力地保證壓接后端子的拉托力、滿足其機(jī)械性能;②壓接出頭不能延伸到端子的結(jié)合區(qū)和自鎖區(qū)內(nèi),否則會(huì)影響端子和護(hù)套的裝配性能,使端子不能正常裝入護(hù)套內(nèi),同時(shí)也會(huì)影響公、母端子的理想對插,有時(shí)還會(huì)導(dǎo)致對接護(hù)套之間不能完全裝配和鎖死。
壓接出頭長度數(shù)值由端子本身特點(diǎn)決定,不同規(guī)格的端子對出頭長度的數(shù)值要求不同,不同生產(chǎn)廠商設(shè)計(jì)的端子對出頭長度要求也不同。要兼顧端子的規(guī)格來確定端子的壓接出頭長度,小規(guī)格的端子壓接小平方的導(dǎo)線時(shí)出頭長度短一些,大規(guī)格的端子壓接大平方的導(dǎo)線時(shí)壓接出頭長度相對長一些。出頭長度一般在0.5-1.0mm為宜。但不同的廠家有不同的要求,如DELPHI要求出頭長度為0.5-1.0mm,YAZAKI要求出頭0.1-1.0mm,AMP要求出頭長度為0.5-1.0mm,部分較精密的端子為0.13-0.51mm。MOLEX要求出頭長度為可見到一倍導(dǎo)線線芯外徑數(shù)值且最大不能延伸到結(jié)合區(qū)中;KET要求出頭長度0-2.0mm,JST要求出頭長度必須可見,如圖4(b)所示。
在壓接電線芯的后端面與絕緣皮壓接前斷面之間,應(yīng)同時(shí)能看見電線的線芯與絕緣皮。一般電線絕緣皮端面居開口中間為最佳,但絕對不允許看不到電線芯和絕緣皮。如圖4(c)所示。
(4)壓接后的端子可能會(huì)擠壓變形,導(dǎo)致對插部分變形,但需滿足圖4(d)(上、下變形)、4(e)(左、右變形)、4(f)(扭轉(zhuǎn)變形)的要求。
3.3端子壓接后的剖面檢查
研究表明,在刀片確定的情況下,壓接高度與電性能和機(jī)械性能有如圖5所示的關(guān)系,可以看出,隨著壓接高度的增大,電性能和機(jī)械性能并不是一直在增大,在某一個(gè)區(qū)域,電性能和機(jī)械性能達(dá)到最優(yōu),之后又逐漸下降。
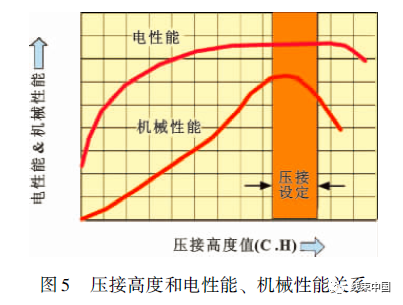
電線束中每種電線與端子的壓接模具調(diào)整后都要做剖面檢查。做剖面檢查就是為了找出合理的壓接高度,以獲得最優(yōu)的電性能和機(jī)械性能。
具體做法:試件目測合格后,在專用剖面分析設(shè)備上按照順序依次對試件進(jìn)行切削、研磨、酸洗等相關(guān)操作,最后放在至少20倍以上的顯微鏡下觀察剖面并拍攝照片。
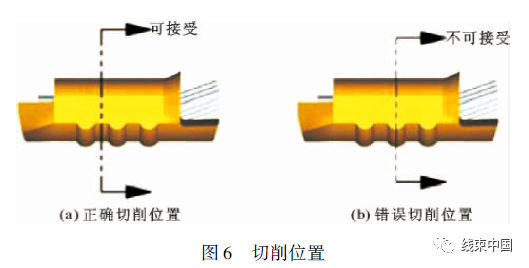
注意:試件切削的部位應(yīng)選擇在靠近端子頭部的部位,如果端子有加強(qiáng)筋,其剖切位置必須避開加強(qiáng)筋,如圖6所示。
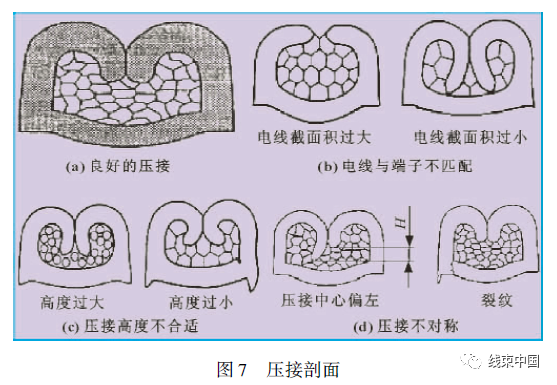
(1)圖7(a)是理想的壓接剖面。其特點(diǎn)是壓接翼封閉、壓接翼對稱、所有的芯線變形、壓接翼未碰壁或觸底、端子材料無裂紋、毛刺適中。這樣由于電線芯之間沒有間隙,空氣不易進(jìn)入,避免了由于電線芯表面氧化或電線芯能接觸到空氣中的酸性物質(zhì)而引起的接觸不良現(xiàn)象。
(2)圖7(b)所示是電線的截面積規(guī)格與壓接端子不匹配。當(dāng)電線截面積大而接線端子尾部尺寸小時(shí),壓接后造成端子不能完全封閉電線,甚至有個(gè)別的電線芯露出端子外,如圖7(b)中的左圖;當(dāng)電線截面積小而接線端子尾部尺寸大時(shí),接后會(huì)造成端子尾部卷曲過度而接觸到底部或側(cè)壁,如圖7(b)的右圖。
(3)圖7(c)所示是壓接高度調(diào)整不合適造成的壓接不合格。當(dāng)壓接高度調(diào)整過高時(shí),會(huì)造成電線芯壓接不實(shí),產(chǎn)生電線與端子接觸不良。如圖7(c)中的左圖,當(dāng)壓接高度調(diào)整過低時(shí),會(huì)造成壓接過狠,端子底部變薄,兩邊尖角過大,端子強(qiáng)度受到破壞。
(4)圖7(d)所示是壓接模具不合格或者壓接模具調(diào)整不當(dāng)造成的不合格壓接。當(dāng)壓接模具調(diào)整左右不對稱或模具做得不對稱,會(huì)造成一側(cè)端子頂部卷入線芯過大,如圖7(d)中的左圖;當(dāng)壓接模具調(diào)整不當(dāng),還會(huì)造成端子下角壓裂,兩邊底部不對稱。
3.4電線與端子壓接質(zhì)量的拉力檢驗(yàn)
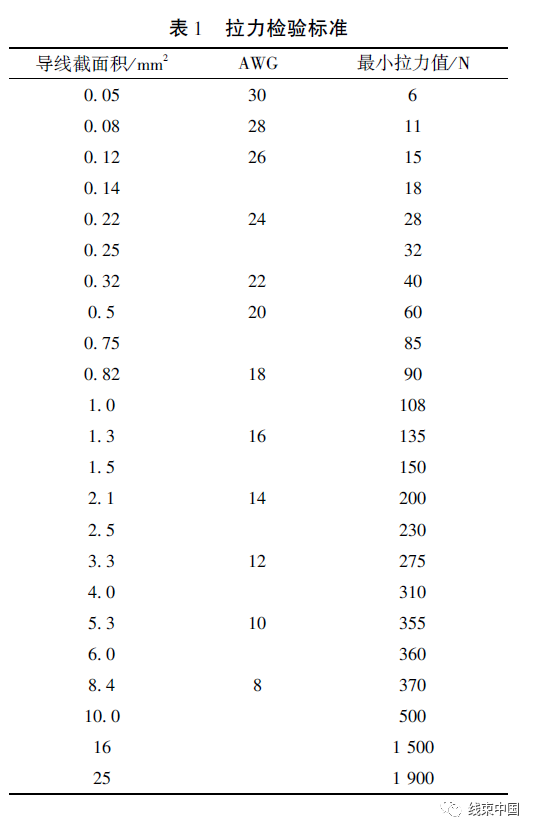
線束端子壓接最普遍、直觀的質(zhì)量檢驗(yàn)方法是拉力檢查。對不同電線截面積與不同規(guī)格接線端子壓接后的拉力檢驗(yàn)標(biāo)準(zhǔn)如表1所示。
3.5電線絕緣皮與接線端子的壓接
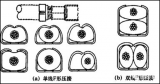
電線與接線端子的壓接技術(shù)還包含電線絕緣皮部分與接線端子的壓接。除了單根導(dǎo)線的壓接外,還有兩根及兩根導(dǎo)線以上的壓接。具體檢驗(yàn)辦法也采取切開斷面進(jìn)行檢驗(yàn)。通常的皮線壓接其標(biāo)準(zhǔn)如圖8所示。
圖中左側(cè)一列是壓接良好的斷面,其要求是壓接對稱、塑皮無損傷、壓接翼環(huán)抱塑線提供足夠強(qiáng)度的支持。(2)圖中右側(cè)兩列的壓接斷面是不合格的。大體可以分為以下幾種情況:
①在端子和電線的壓接過程中,如果壓接模具調(diào)整過低,會(huì)造成絕緣皮被接線端子頂部壓穿,如圖8(a)所示。這樣容易損壞電線的線芯。因此,這種壓接質(zhì)量為不合格壓接。
②在端子和電線的壓接過程中,如果壓接模具調(diào)整過高,會(huì)造成電線絕緣皮部位壓接不緊,如圖8(b)所示。這種壓接在使用過程中電線芯與接線端子壓接的根部容易折斷。因此,這種壓接亦為不合格壓接。
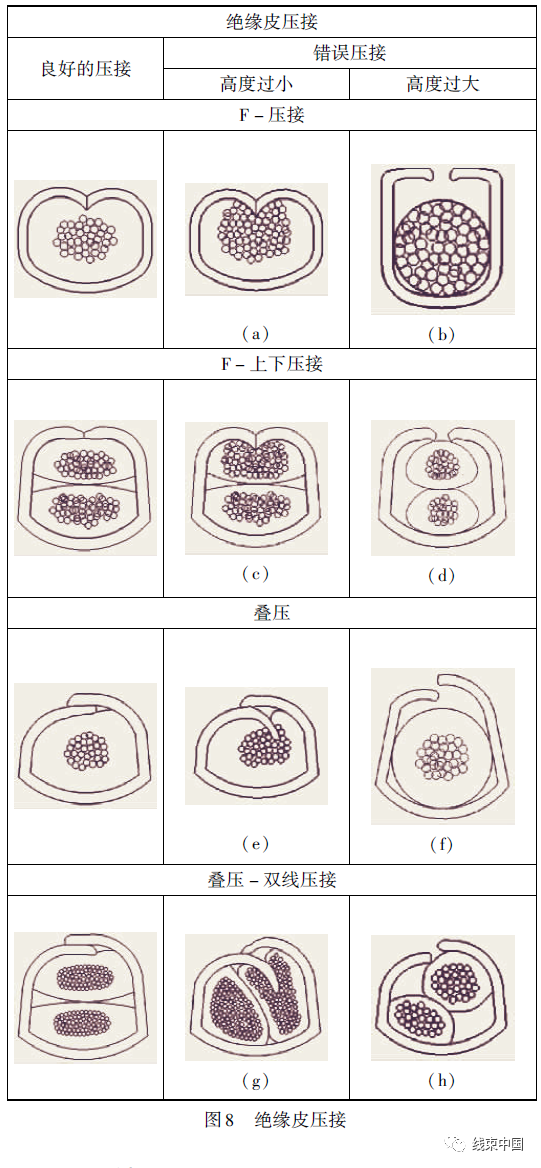
由上面分析不難看出,圖8(c)、(d)、(e)、(f)、(g)、(h)的壓接均為不合格壓接。
需要說明的是,在壓接雙線的U型和疊壓中,如果兩種電線截面積不一樣,在壓接過程中截面積小的應(yīng)在下面,截面積大的在上面。
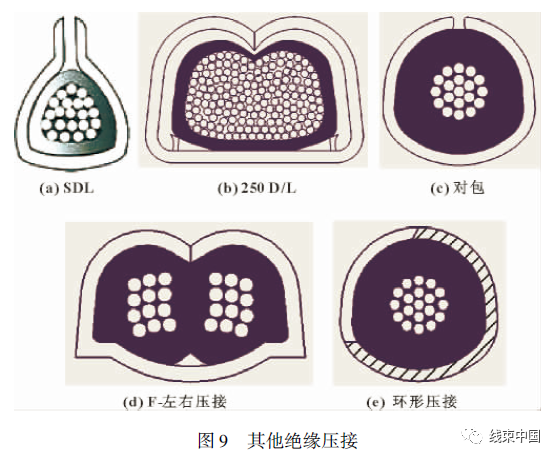
絕緣部分的壓接除了上面提到的較常見的外,還有一些其他的壓接,如圖9所示,其判斷標(biāo)準(zhǔn)和上面一樣。
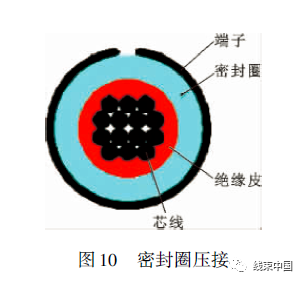
絕緣皮的壓接還包括絕緣皮、密封圈和端子的壓接。其具體要求是:提供密封圈牢固支持;在密封圈的頸部和肋部沒有劃傷和切口;塑線壓接翼不允許刺穿密封圈的頸部,如圖10所示。
4 結(jié)束語
筆者較詳細(xì)地介紹了汽車用線束端子的壓接工藝,列舉了端子常用的壓接形狀及其判斷的標(biāo)準(zhǔn),供同行參考。
來源:《汽車零部件》,作者:胡建華王瑩
審核編輯:湯梓紅
-
工藝
+關(guān)注
關(guān)注
4文章
678瀏覽量
29318 -
端子
+關(guān)注
關(guān)注
2文章
551瀏覽量
30762 -
接插件
+關(guān)注
關(guān)注
1文章
97瀏覽量
27508 -
電線
+關(guān)注
關(guān)注
6文章
745瀏覽量
27616 -
汽車線束
+關(guān)注
關(guān)注
4文章
169瀏覽量
15859
原文標(biāo)題:車用線束端子壓接工藝研究
文章出處:【微信號:線束專家,微信公眾號:線束專家】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
電動(dòng)汽車高壓線束端子壓接性能分析
汽車線束端子壓接設(shè)計(jì)基本原則 端子壓接技術(shù)介紹
汽車壓接端子的要求
汽車線束端子壓接工藝研究
汽車線束端子壓接設(shè)計(jì)規(guī)范


汽車線束端子壓接高的設(shè)定流程是什么

汽車線束端子壓接高的設(shè)定流程是什么?


- 設(shè)計(jì)技術(shù)
- 可編程邏輯
- 電源/新能源
- MEMS/傳感技術(shù)
- 測量儀表
- 嵌入式技術(shù)
- 制造/封裝
- 模擬技術(shù)
- RF/無線
- 接口/總線/驅(qū)動(dòng)
- 處理器/DSP
- EDA/IC設(shè)計(jì)
- 存儲(chǔ)技術(shù)
- 光電顯示
- EMC/EMI設(shè)計(jì)
- 連接器
- 行業(yè)應(yīng)用
- LEDs
- 汽車電子
- 音視頻及家電
- 通信網(wǎng)絡(luò)
- 醫(yī)療電子
- 人工智能
- 虛擬現(xiàn)實(shí)
- 可穿戴設(shè)備
- 機(jī)器人
- 安全設(shè)備/系統(tǒng)
- 軍用/航空電子
- 移動(dòng)通信
- 工業(yè)控制
- 便攜設(shè)備
- 觸控感測
- 物聯(lián)網(wǎng)
- 智能電網(wǎng)
- 區(qū)塊鏈
- 新科技
- 特色內(nèi)容
- 專欄推薦
- 學(xué)院
- 設(shè)計(jì)資源
- 設(shè)計(jì)技術(shù)
- 電子百科
- 電子視頻
- 元器件知識(shí)
- 工具箱
- VIP會(huì)員
- 最新技術(shù)文章
- 產(chǎn)品地圖
- 品牌地圖
- 供應(yīng)鏈服務(wù)
- 硬件開發(fā)
- 華秋電路
- 華秋商城
- 華秋智造
- nextPCB
- BOM配單
- 媒體服務(wù)
- 網(wǎng)站廣告
- 在線研討會(huì)
- 活動(dòng)策劃
- 新聞發(fā)布
- 新品發(fā)布
- 小測驗(yàn)
- 設(shè)計(jì)大賽
- 華秋
- 關(guān)于我們
- 投資關(guān)系
- 新聞動(dòng)態(tài)
- 加入我們
- 聯(lián)系我們
- 舉報(bào)投訴
- 社交網(wǎng)絡(luò)
- 微博
- 移動(dòng)端
- 發(fā)燒友APP
- 硬聲APP
- WAP
- 聯(lián)系我們
- 廣告合作
- 王婉珠:wangwanzhu@elecfans.com
- 內(nèi)容合作
- 黃晶晶:huangjingjing@elecfans.com
- 內(nèi)容合作(海外)
- 張迎輝:mikezhang@elecfans.com
- 供應(yīng)鏈服務(wù) PCB/IC/PCBA
- 江良華:lanhu@huaqiu.com
- 投資合作
- 曾海銀:zenghaiyin@huaqiu.com
- 社區(qū)合作
- 劉勇:liuyong@huaqiu.com
-
關(guān)注我們的微信

-
下載發(fā)燒友APP

-
電子發(fā)燒友觀察

版權(quán)所有 ? 湖南華秋數(shù)字科技有限公司
長沙市望城經(jīng)濟(jì)技術(shù)開發(fā)區(qū)航空路6號手機(jī)智能終端產(chǎn)業(yè)園2號廠房3層(0731-88081133)
電子發(fā)燒友 (電路圖) 湘公網(wǎng)安備43011202000918 工商網(wǎng)監(jiān)
湘ICP備2023018690號-1
工商網(wǎng)監(jiān)
湘ICP備2023018690號-1
評論