") SiP封裝產(chǎn)品錫膏植球工藝
SiP封裝產(chǎn)品錫膏植球工藝

芯片的發(fā)展也從一味的追求功耗下降及性能提升(摩爾定律)轉(zhuǎn)向更加務(wù)實的滿足市場的需求(超越摩爾定律)。為了讓芯片效能最大化、封裝后的體積最小化、定制化,SiP封裝技術(shù)已成為半導(dǎo)體產(chǎn)業(yè)最重要的技術(shù)之一。SiP封裝技術(shù)發(fā)展趨勢參考圖,集成度和復(fù)雜度越來越高。
植球工藝
球狀端子類型
行業(yè)標(biāo)準(zhǔn)IPC-7095《BGA的設(shè)計及組裝工藝的實施》中提到的封裝球狀端?類型有三種,可根據(jù)自己公司SiP產(chǎn)品的工藝要求選擇對應(yīng)的端子類型。
植球方法
目前行業(yè)主要有三種植球方法,目前整個領(lǐng)域的SiP產(chǎn)品主要使用置球植球的方法。
方法 | 端子類型 |
錫膏印刷植球 | 焊接凸點 |
置球植球 | 焊球 |
激光植球 | 焊球 |
錫膏印刷植球
錫膏印刷植球方法就是直接把適量的錫膏印刷到預(yù)設(shè)的焊盤上,過回流焊后形成凸點端子,其優(yōu)點是所用設(shè)備與現(xiàn)有SMT線體一樣,可以利用現(xiàn)有SMT錫膏印刷設(shè)備。
使用錫膏印刷植球時鋼網(wǎng)開口設(shè)計主要考慮兩點:
a)確保過回流焊后焊盤上有一定形狀的焊料凸點,需要印刷足夠的錫膏量,一般采用增加鋼網(wǎng)厚度和擴(kuò)大鋼網(wǎng)開口的方法,需要重點關(guān)注爐后凸點的形狀、高度和一致性;
b)從降低過回流焊后焊料凸點的空洞率考慮,通過驗證建議鋼網(wǎng)開口增加架橋方式(如直徑0.6mm的端子建議鋼網(wǎng)中間架0.15mm或0.2mm的橋),作為焊接時排氣通道,減少空洞問題,同時還需要重點關(guān)注脫模效果和鋼網(wǎng)質(zhì)量。
大為SIP封裝錫膏(水洗型、免水洗型)
特別適用于SiP封裝的細(xì)間距印刷;
在鋼網(wǎng)最小開孔為55μm時印刷中脫模性能極佳,錫膏成型效果好且防坍塌性好,連續(xù)印刷性非常穩(wěn)定;
長時間保持高粘力、解決長時間生產(chǎn)易掉件(芯片)問題;
鋼網(wǎng)使用壽命長(≥10小時),印刷后作業(yè)時間長(≥10小時)
優(yōu)異的潤濕性能,焊點能均勻平鋪;
高抗氧化性,無錫珠產(chǎn)生,無色殘留;
卓越的抗冷、熱坍塌性能;
低空洞率,回流曲線工藝窗口寬;
 植球錫膏
植球錫膏置球植球
目前業(yè)內(nèi)采用的置球植球方法有三種:“錫膏”+“錫球”和“助焊劑”+“錫球”與“錫膏印刷”,具體做法就是先把錫膏或助焊劑涂覆到錫球的焊盤上,再用植球機(jī)或絲網(wǎng)印刷的方式將錫球放置到焊盤上,過回流焊爐后形成球狀端子。
自動植球機(jī)置球植球
a、用與錫球焊盤相應(yīng)的治具蘸取助焊劑(Flux Dip),并將其點涂在錫球焊盤上。首次添加助焊劑前需檢查清理干凈植球設(shè)備裝載助焊劑的模板,確保模板內(nèi)沒有其它異物或不同類型的助焊劑。要根據(jù)錫球的直徑選擇合適厚度的助焊劑刮刀(一般建議刮刀厚度是錫球直徑的1/4~1/3),再添加助焊劑并手動來回運行設(shè)備助焊劑刮刀8~10次,以攪拌刮平模板上的助焊劑。助焊劑治具的PIN針在水平的助焊劑模板上均勻的蘸取助焊劑并點涂到錫球焊盤上。需要控制模板上的助焊劑厚度和PIN針的點涂時間,要確保點涂后助焊劑能完全潤濕覆蓋焊盤,否則會有導(dǎo)致植球后錫球偏移或爐后錫球潤濕焊接不良的問題。注意,助焊劑添加遵循"少量多次"的原則。
b、通過置球治具(Ball attach tool)真空吸取錫球,并轉(zhuǎn)移至沾有助焊劑的焊盤上;松開真空開關(guān),錫球在助焊劑的粘性作用下,粘貼在基板焊盤上;
c、植好錫球的基板通過熱風(fēng)回流焊,錫球在高溫下熔化,并在助焊劑的幫助下,與基板焊盤浸潤,擴(kuò)散、溶解、冶金結(jié)合,形成結(jié)合層(IMC),冷卻后,錫球與基板焊盤焊接在一起。為了減少錫球高溫氧化,建議在氮氣氛圍下焊接;
d、焊接了錫球的基板,再進(jìn)行清洗,把基板上多余的助焊劑和臟污清洗掉,最后烘干。
 激光錫膏
激光錫膏鋼網(wǎng)置球植球
a、印刷錫膏或印刷助焊劑:助焊劑鋼網(wǎng)的孔與基板焊盤完全吻合(對準(zhǔn))沒有偏差,使用45°~60°的刮刀將攪拌均勻的錫膏或助焊劑均勻地漏印到焊盤上,然后降低基板工作臺,再慢慢地抬起鋼網(wǎng)并將基板取出。觀察漏印在基板上的錫膏或助焊劑是否均勻、有無偏差或者其他印刷缺陷。
注意,助焊劑多了或者少了都有可能造成植球失敗。如果助焊劑多了,多出來的助焊劑會通過鋼網(wǎng)小孔溢出來,影響錫球排列;如果助焊劑少了,又會影響錫球焊接質(zhì)量。
b、放置錫球:錫膏或助焊劑印刷完成之后,將基板置于工作臺上,按照正確位置固定植球鋼網(wǎng),調(diào)整工作臺高度,使基板與植球鋼網(wǎng)之間保持一定間距,大約為焊球直徑的 1/2~2/3 即可。
調(diào)整完成后,取一定量的錫球倒在植球鋼網(wǎng)上,使用刷子將錫球填充到相應(yīng)的網(wǎng)孔,多余的焊球使用刷子將其放置在旁邊。再查看網(wǎng)孔是否都填充有錫球,保證每個網(wǎng)孔中有且只有一個錫球存在。然后下降工作臺,卸下植球鋼網(wǎng),取出基板。注意,取出基板時不要用力過大或速度過快,這樣會導(dǎo)致錫球偏移。
激光植球
激光植球就是使用激光設(shè)備,采用激光熔化錫球并噴射到對應(yīng)焊盤完成焊接形成球狀端子的方法。
在激光焊接系統(tǒng)中,錫球從錫球盒輸送到噴嘴,通過激光加熱熔化,然后從專用噴嘴噴出,直接覆蓋焊盤,不需要額外的助焊劑等。它具有非接觸、無焊料、熱量低、焊料精確可控等優(yōu)點。與普通的錫球注入法相比,具有沖擊變形和瞬間凝固的特點,體現(xiàn)了獨特的工藝過程特征。
2.2.4 SiP植球方法的選用
影響植球質(zhì)量的因素及控制要點
SiP產(chǎn)品植球工藝中影響植球質(zhì)量的因素主要有植球材料、植球方法和工藝條件。植球材料主要有錫球、助焊劑或錫膏、基板;工藝條件中主要是植球工藝方法、回流溫度曲線、保護(hù)氣氛等。對于植球材料方面,錫球要保持清潔和防止氧化;助焊劑要保持一定的粘度和良好的助焊性;基板要保持潔凈度和平整度。在植球過程中,主要是通過對助焊劑量的控制、焊接溫度曲線及保護(hù)氣氛等工藝條件來進(jìn)行相應(yīng)的工藝試驗和管控。
植球材料
助焊劑
助焊劑主要是起助焊的作用,一是隔離空氣防止氧化;二是去除PCB焊盤表面及錫球焊接部位的氧化物和污染物,增加毛細(xì)作用,增加潤濕性,防止虛焊;另一個重要的作用是粘附固定錫球的作用。
助焊劑有2種類型:一種是水洗助焊劑,一種是免洗助焊劑,可根據(jù)產(chǎn)品的工藝要求選擇使用。助焊劑存儲要求:如大為的助焊劑要求以密封狀態(tài)存放在溫度≤30℃,相對濕度40~60%RH的環(huán)境;存儲期限:從廠家制造日期開始計算6個月以內(nèi);具體可參考助焊劑產(chǎn)品規(guī)格書要求。
錫球
錫球分有鉛錫球和無鉛錫球,有鉛錫球有Sn63Pb37、Sn62Pb36Ag2、 Sn10Pb90、Sn5Pb95;無鉛錫球有Sn100、Sn96.5Ag3.5、Sn96.5Ag3Cu0.5。
錫球的直徑規(guī)格一般有:0.1mm、0.15mm、0.2mm、0.25mm、0.3mm、0.35mm、0.4mm、0.45mm、0.5mm、0.55mm、0.6mm 、0.65mm、 0.76mm。具體可根據(jù)產(chǎn)品的工藝要求選擇使用。
錫球很容易氧化,存儲要求:以密封狀態(tài)存放在溫度25±10℃,相對濕度≤60%RH的環(huán)境,拆包未使用完的錫球放在防潮柜中或儲存在有氮氣的干燥柜中;存儲期限:從廠家制造日期開始計算12個月以內(nèi);具體可參考產(chǎn)品規(guī)格書要求。
基板(PCB)
基板(PCB):基板級SiP產(chǎn)品的PCB建議選用高Tg(Tg≥170℃)的板材;植球后需要進(jìn)行清洗,基板焊盤表面處理優(yōu)選 ENIG(化學(xué)Ni/Au),防止清洗后氧化;PCB厚度規(guī)格有1.6mm、1.4mm、1.2mm、1.0mm、0.8 mm等。
具體可根據(jù)產(chǎn)品的工藝要求選擇使用,重點是要確保PCB的平整度。
結(jié)論
SiP目前已經(jīng)廣泛應(yīng)用于消費類電子、物聯(lián)網(wǎng)、智能駕駛、HPC及5G網(wǎng)絡(luò)等領(lǐng)域,有著非常廣闊的應(yīng)用和市場前景。
植球工藝作為SiP產(chǎn)品生產(chǎn)的一個關(guān)鍵工藝將會直接影響器件與電路導(dǎo)通的性能及可靠性。為了確保公司SiP產(chǎn)品的質(zhì)量,公司引進(jìn)全自動植球技術(shù)和先進(jìn)的生產(chǎn)設(shè)備,采用穩(wěn)定性好、重復(fù)性高、可實現(xiàn)植球質(zhì)量自反饋的全自動化植球設(shè)備,搭建行業(yè)先進(jìn)、高精度、高穩(wěn)定性的全自動化SiP線體,提升了產(chǎn)品質(zhì)量與效率。
本文結(jié)合公司SiP產(chǎn)品的特點,從影響植球質(zhì)量的主要因素進(jìn)行簡單的介紹和分析,通過對SiP產(chǎn)品可制造性設(shè)計和工藝過程的控制,目前我司SiP產(chǎn)品的植球直通率可達(dá)到99.98%以上,不良率小于100PPM。
作為一家國家高新技術(shù)企業(yè)和科創(chuàng)型企業(yè),東莞市大為新材料技術(shù)有限公司在MiniLED錫膏、固晶錫膏、系統(tǒng)級SIP封裝錫膏、激光錫膏、水洗/水溶性錫膏等領(lǐng)域擁有豐富的經(jīng)驗和技術(shù)積累。我們致力于為微細(xì)間距焊接行業(yè)提供高質(zhì)量的錫膏焊接方案,并與國家有色金屬研究院、廣州第五研究所長期合作。我們的開發(fā)團(tuán)隊由化學(xué)博士和高分子材料專家組成,在電子焊料領(lǐng)域開發(fā)了多元產(chǎn)品,適用于多個領(lǐng)域。
錫膏粒徑:5號粉錫膏(15-25μm)、6號粉錫膏(5-15μm)、7號粉錫膏(2-11μm)、8號粉錫膏(2-8μm)、9號粉錫膏(1-5μm)、10號粉錫膏(1-3μm)
如果您想要知道更多關(guān)于固晶錫膏、MiniLED錫膏、激光錫膏、光模塊錫膏、水洗錫膏、水溶性錫膏、系統(tǒng)級SIP封裝錫膏、光通訊錫膏、散熱器錫膏、倒裝錫膏、LGA封裝錫膏、2.5D/3D封裝錫膏、MEMS微機(jī)電系統(tǒng)錫膏、TEC錫膏、植球助焊劑、晶圓凸點助焊劑、倒裝助焊劑、半導(dǎo)體封裝錫膏、無鉛無鹵錫膏、SMT錫膏、QFN爬錫錫膏、二手DDR焊接錫膏、半導(dǎo)體高溫高鉛錫膏 、IGBT錫膏、二次回流錫膏、FC助焊膏、助焊膏、銅膏 、鋁膏、紅膠等
-
SiP
+關(guān)注
關(guān)注
5文章
525瀏覽量
106343 -
封裝
+關(guān)注
關(guān)注
128文章
8630瀏覽量
145229 -
錫膏
+關(guān)注
關(guān)注
1文章
934瀏覽量
17408
發(fā)布評論請先 登錄
從工藝到設(shè)備全方位解析錫膏在晶圓級封裝中的應(yīng)用

晶圓級封裝的 “隱形基石”:錫膏如何決定芯片可靠性?
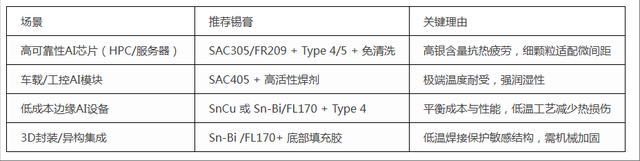
AI芯片封裝,選擇什么錫膏比較好?
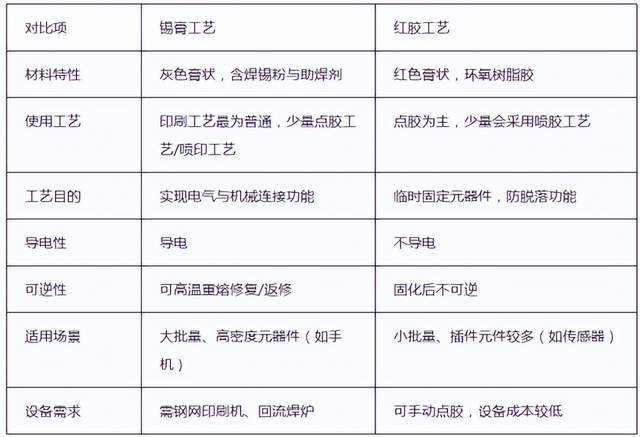
什么是SMT錫膏工藝與紅膠工藝?
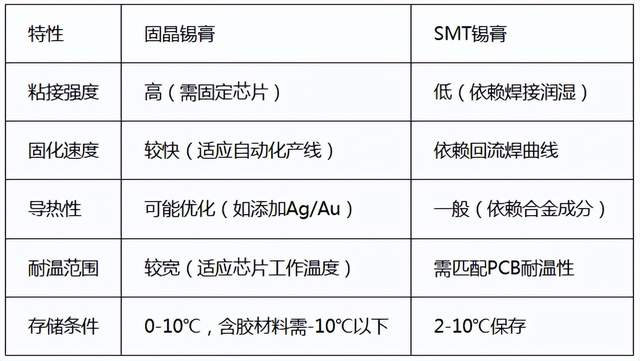
固晶錫膏與常規(guī)SMT錫膏有哪些區(qū)別?
革新封裝工藝,大為引領(lǐng)中低溫固晶錫膏新時代
大為錫膏:針對二次回流封裝錫膏的創(chuàng)新解決方案
為什么MiniLED、系統(tǒng)級SIP封裝要用水洗型焊錫膏?
大為錫膏帶你認(rèn)識固晶錫膏的品質(zhì)

大為錫膏 | 固晶錫膏/倒裝錫膏的特性與應(yīng)用

固晶錫膏的應(yīng)用

大為錫膏 | 倒裝固晶錫膏的區(qū)別

激光錫球焊接機(jī)植球工藝在半導(dǎo)體行業(yè)的崛起
SMT錫膏鋼網(wǎng)的清洗工藝主要有哪些?

BGA連接器植球工藝研究




 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論