 EtherCAT轉EtherNet/IP協議轉換網關實現三菱Q系列PLC與安川Σ-7伺服驅動器連接通訊的配置案例
EtherCAT轉EtherNet/IP協議轉換網關實現三菱Q系列PLC與安川Σ-7伺服驅動器連接通訊的配置案例


一、案例背景
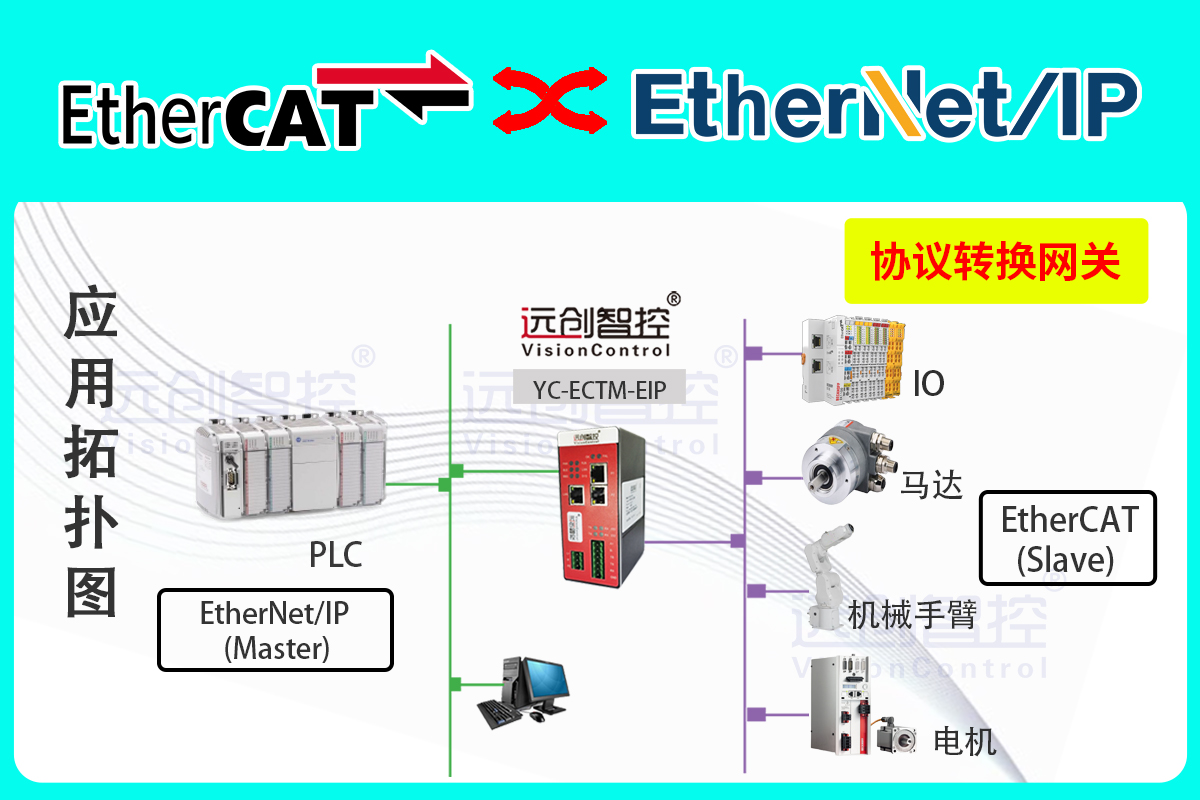
汽車零部件沖壓生產線是汽車制造行業中的關鍵生產環節,對生產效率和產品質量有較高要求。某汽車零部件制造企業的沖壓生產線上,采用了三菱 Q系列 PLC作為 EtherNet/IP協議主站,負責生產線的自動化控制和數據采集。而線上的多個安川 Σ - 7系列伺服驅動器作為 EtherCAT協議從站設備,用于驅動沖壓設備的滑塊運動和模具開合。為實現 PLC與驅動器之間的通信,企業引入了遠創智控的 YC-ECTM-EIP協議轉換網關解決了EtherCAT轉EtherNet/IP協議通訊。

四、設備配置及安裝
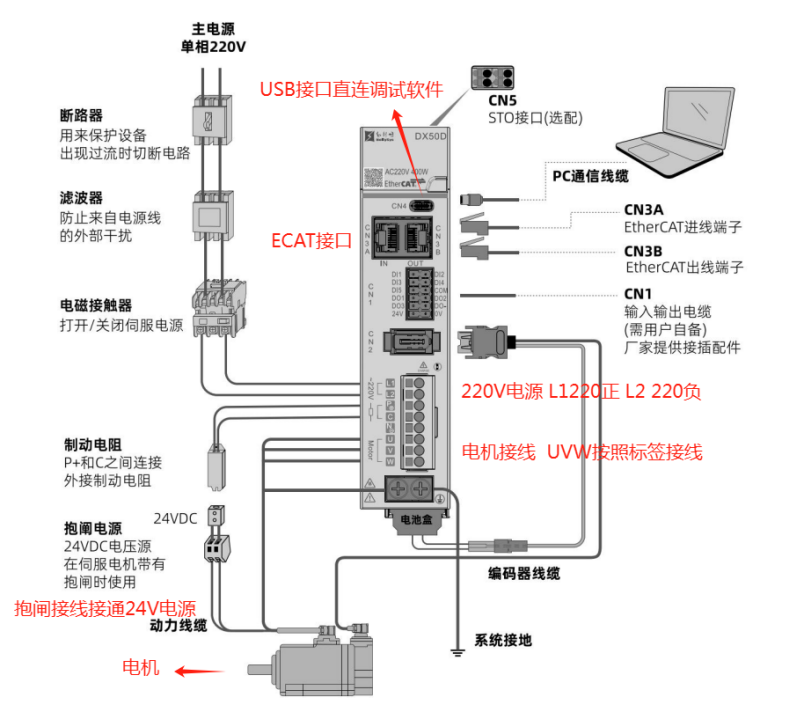
將遠創智控YC-ECTM-EIP-網關安裝在沖壓生產線的控制柜內,連接好電源。
使用以太網網線將網關的EtherNet/IP端口與三菱Q系列PLC的以太網接口相連。
通過EtherCAT網線將網關的EtherCAT端口與安川Σ-7系列伺服驅動器依次連接,形成EtherCAT網絡。
參數配置
利用遠創智控的配置軟件,在 EtherNet/IP側,設置網關的網絡參數,使其與三菱 PLC所在網絡兼容。添加 PLC的設備信息,配置通信速率和數據傳輸方式。
確認計算機與PLC已經建立網絡連接,PLC上電后,打開 BOOTP DHCP TOOL軟件,
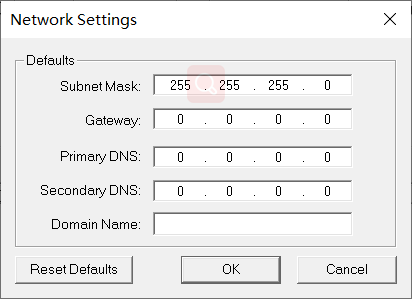
如果第一次打開,在“Tools”(工具)下選擇“Networks Setting”(網絡設置),輸入子網掩碼;
如果網絡上存在尚未配置的IP地址的PLC模塊,工具對話框將會顯示該模塊的MAC地址,且不斷的被刷新;
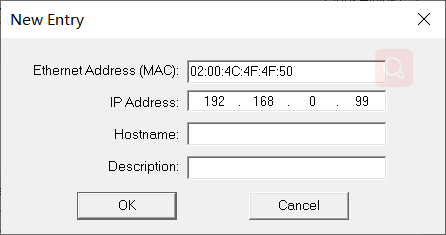
雙擊MAC地址設備請求,彈出“New Entry”對話框,在“IP Address”處填寫IP地址,點擊OK;
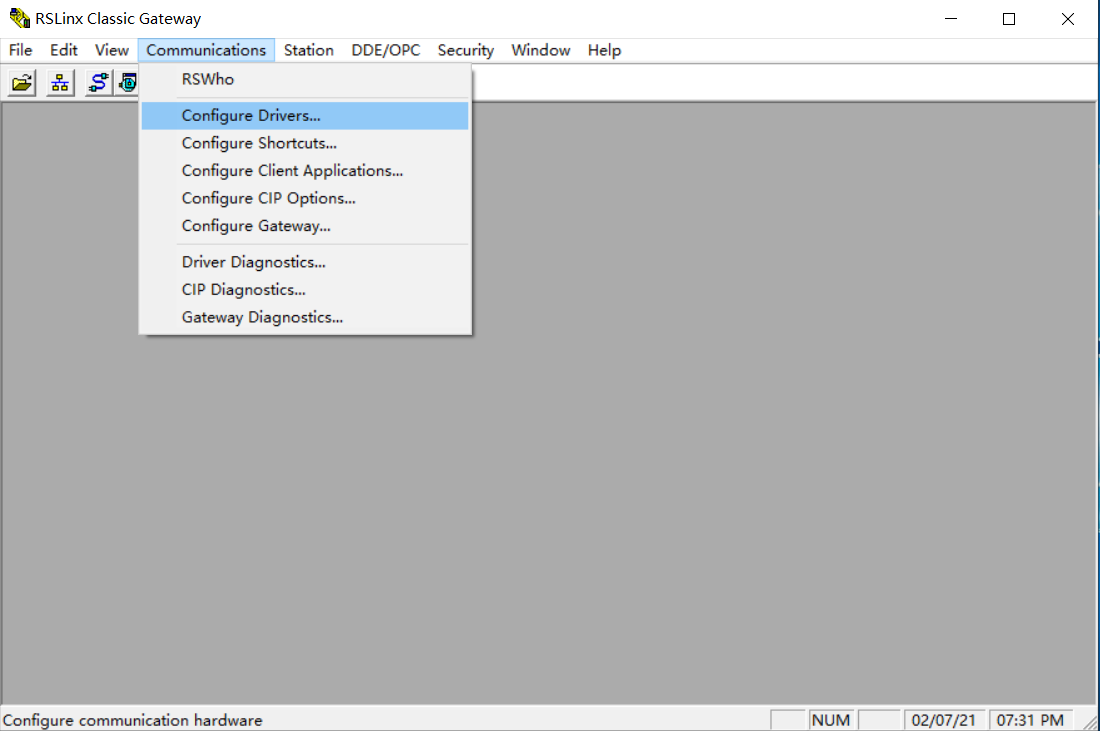
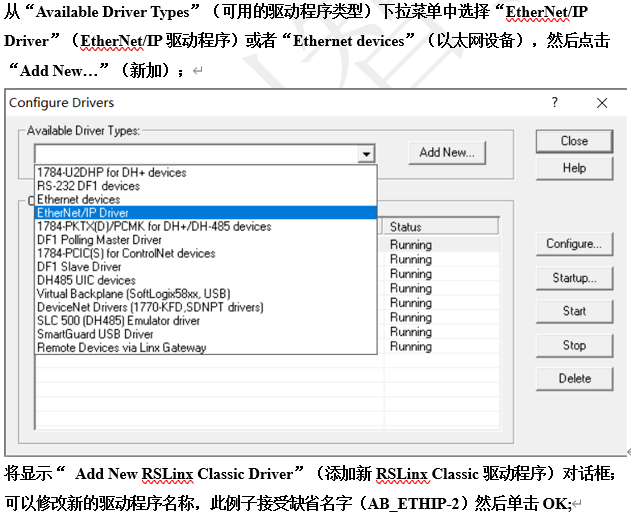
雙擊圖標,打開軟件,在RSLinx軟件中配置通訊驅動程序,從 “Communications”(通訊)下拉菜單中選擇“Configure Drivers”(配置驅動程序),將出現“Configure Drivers”對話框(在添加新驅動程序之前,確認滿足以下條件:工作站正確配置工作站的IP地址和其他網絡參數,正確連接到EtherNet/IP網絡);
在 EtherCAT側,設置網關的從站地址和通信周期,與安川伺服驅動器的通信參數相匹配。建立數據映射關系,將驅動器的位置、速度、扭矩等參數映射到 PLC的寄存器中。
五、系統集成與功能實現
三菱 Q系列 PLC通過遠創智控網關對安川Σ-7系列伺服驅動器進行高速同步控制。在沖壓過程中,PLC根據沖壓工藝要求,精確控制驅動器的運動,確保滑塊的運動速度和位置精度,實現模具的快速開合和沖壓動作的準確執行。
各伺服驅動器之間的同步誤差控制在極小范圍內,提高了沖壓生產的效率和質量。
六、生產數據統計與分析
三菱 PLC通過網關收集安川伺服驅動器的運行數據,如沖壓次數、工作時間、能耗等。企業可以對這些數據進行統計和分析,了解生產線的運行狀況和生產效率,為生產管理和決策提供依據。
根據數據分析結果,企業可以調整沖壓工藝參數、優化設備運行模式,提高生產效率和降低生產成本。
審核編輯 黃宇
-
plc
+關注
關注
5031文章
13857瀏覽量
473520 -
網關
+關注
關注
9文章
5559瀏覽量
52787 -
協議轉換
+關注
關注
1文章
236瀏覽量
9815 -
ethercat
+關注
關注
19文章
1084瀏覽量
39860
發布評論請先 登錄
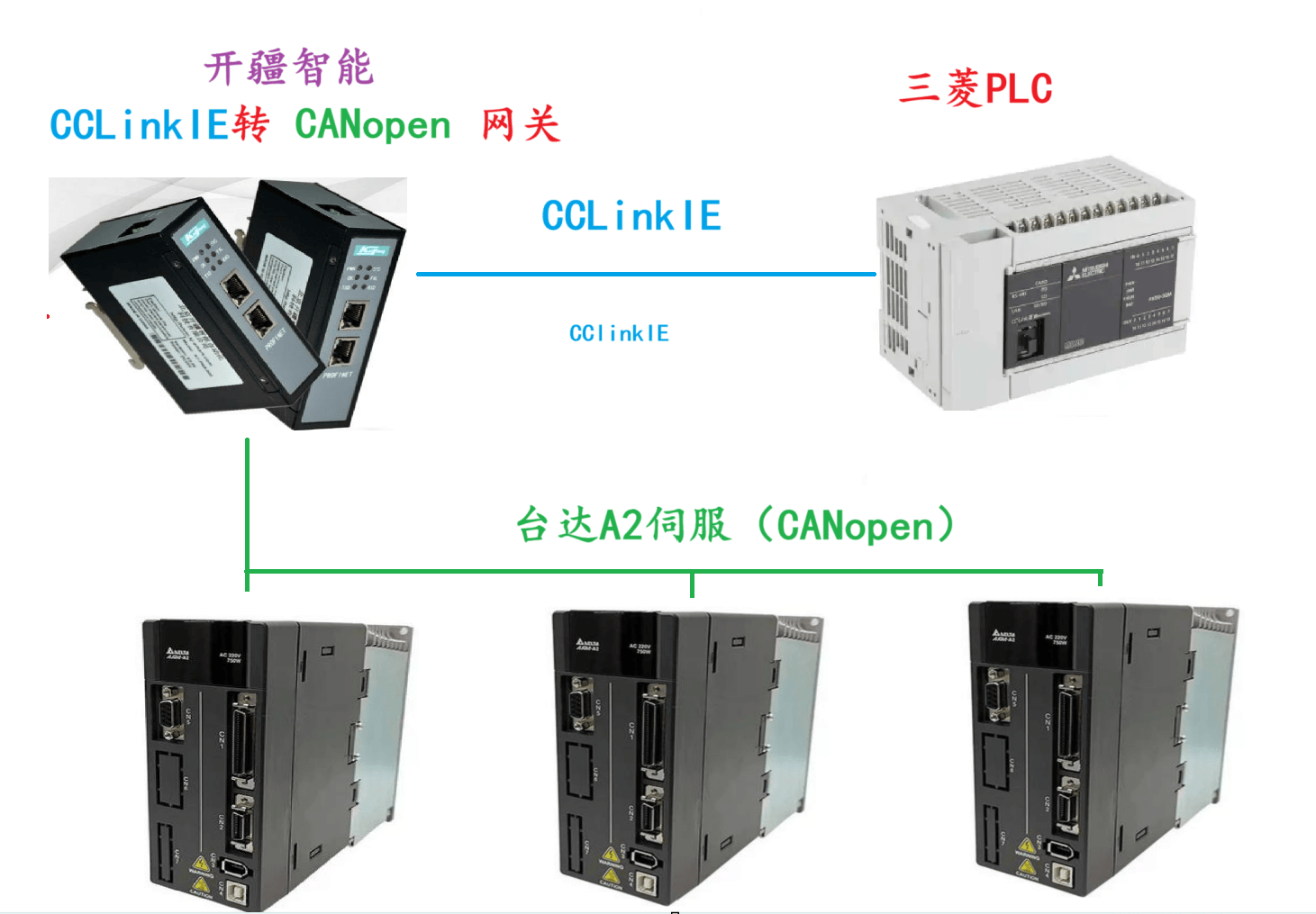
開疆智能CCLinkIE轉Canopen網關連接臺達伺服驅動器配置案例
如何實現羅克韋爾PLC與和利時伺服電機通訊-EtherCAT轉EtherNet/IP
禾川伺服驅動器與EtherCAT主站轉Profinet網關的雙向數據交換

EtherCAT主站轉Profinet網關接禾川伺服驅動器X5E快速配置案例

EtherCAT主站轉Profinet網關接IS620N伺服驅動器與西門子plc通訊案例
跨協議探秘:profinet轉ethernet ip網關搞定川崎機器人與PLC通信

CCLK IE轉EtherCAT依靠網關實現三菱PLC、匯川伺服高效通訊的案例?

ProfiNet轉Modbus TCP協議轉換網關構建三菱PLC對力士樂伺服的實時扭矩反饋網絡
EtherNet/IP轉Modbus TCP實現三菱變頻器與制造執行系統連接通訊的配置案例


Modbus轉Profinet網關助力GSHD伺服驅動器與PLC完美連接配置詳解

EtherCAT從站轉EtherNet/IP從站協議網關(JM-EIP-ECAT)
Modbus轉Ethernet IP網關模塊與匯川PLC通訊案例

Modbus轉Ethernet/IP網關模塊與匯川PLC通訊在網關配置軟件中的配置




 工商網監
工商網監
評論