 如何實現PLC與HMI通訊
如何實現PLC與HMI通訊

來源:曉煜大發現
在工業自動化行業中PLC和HMI這倆個可是黃金搭檔,PLC在那HMI就在那幾乎都是形影不離的。現場操作人員通過HMI可以直觀的看到現場的產量,設備的狀態信息。那這一效果是怎么實現的?
通訊目的與原理
HMI 作為 PLC 的上位機或操作員界面,其主要任務是監控和控制PLC 系統。通訊的核心是實現 PLC 與 HMI 之間的雙向數據交換。他們之間的雙向流程 PLC --> HMI: 將 PLC 內部的狀態信息(如輸入信號狀態、輸出信號狀態、內部變量值、故障代碼、過程數據等)實時傳輸給 HMI 進行顯示。 HMI --> PLC: 將操作員在 HMI 上發出的指令(如啟動/停止命令、參數設定值、模式選擇等)傳輸給 PLC 執行
簡單來說他們二個人就是一直在進行對話溝通,HMI說:我這邊需要某臺設備的運行狀態,這個時候PLC就會說:收到,然后把數據發給HMI。PLC說:我這臺設備停機了,你那邊更新一狀態信息,這時候后HMI對應的內容就會更新并顯示。
常用的通訊方式
從物理接口上來區分主要有三種
1、串行接口也叫串口通訊,也是我們常用說的RS-232、 RS-485優點:成本較低,線路簡單(通常只需一對信號線),抗干擾能力較強,適合中短距離通訊。
2、以太網接口,也就是我們常說的插網線。特點簡單方便,傳輸速度快
3、無線通訊比如連接wifi
無論使用哪種物理層(串口、以太網、無線),PLC 與 HMI 之間都需要遵循特定的應用層通訊協議來規定數據如何打包、尋址和解釋
常用的通訊協議
Modbus (RTU over 串口/總線 或 TCP over 以太網):簡單、開放、廣泛支持。
S7 Communication (Siemens S7 PLCs):西門子PLC專用協議,高效。
OPC (OLE for Process Control):一種軟件接口標準,HMI/SCADA 軟件通過 OPC 客戶端訪問 PLC 的 OPC 服務器數據,實現不同廠商設備間的互通(常基于以太網)。
Profinet (Siemens & Profibus International):基于工業以太網的實時協議。
EtherNet/IP (Rockwell/ODVA):基于標準以太網和 CIP (Common Industrial Protocol) 的協議。
各PLC廠商的專有協議(如三菱的 MC Protocol,歐姆龍的 Host Link/FINS)
使用方法
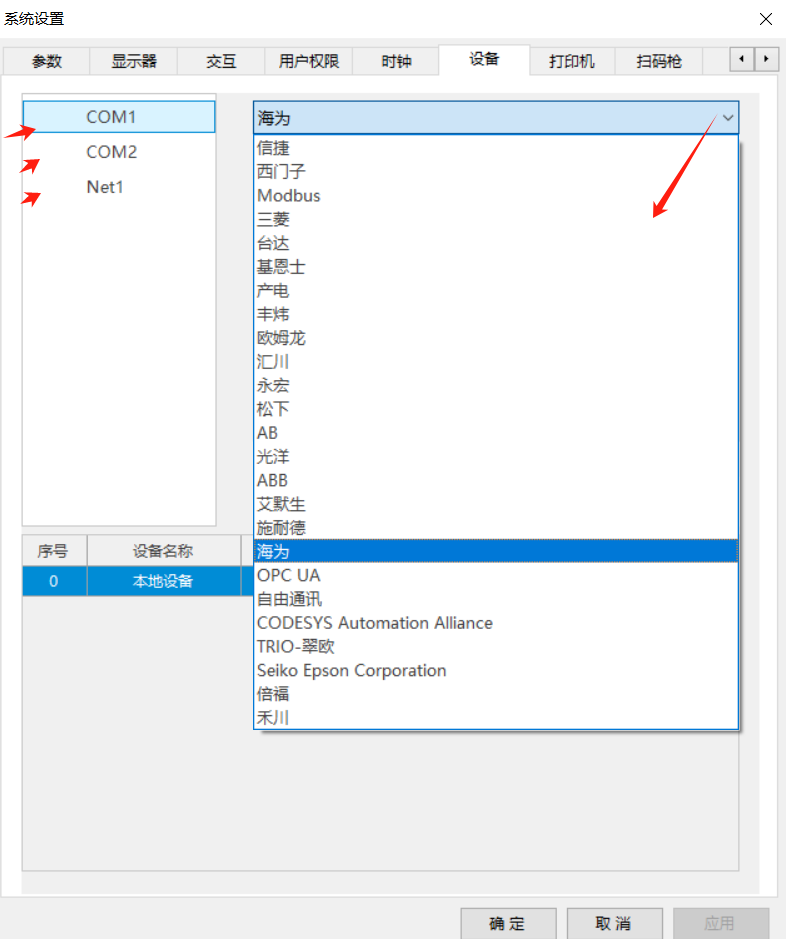
例如以信捷TS5系例的觸摸屏為例這邊與PLC進行通訊。 第一步 先確定HMI支持PLC型號,還有連接方式是走串口還是走網口。
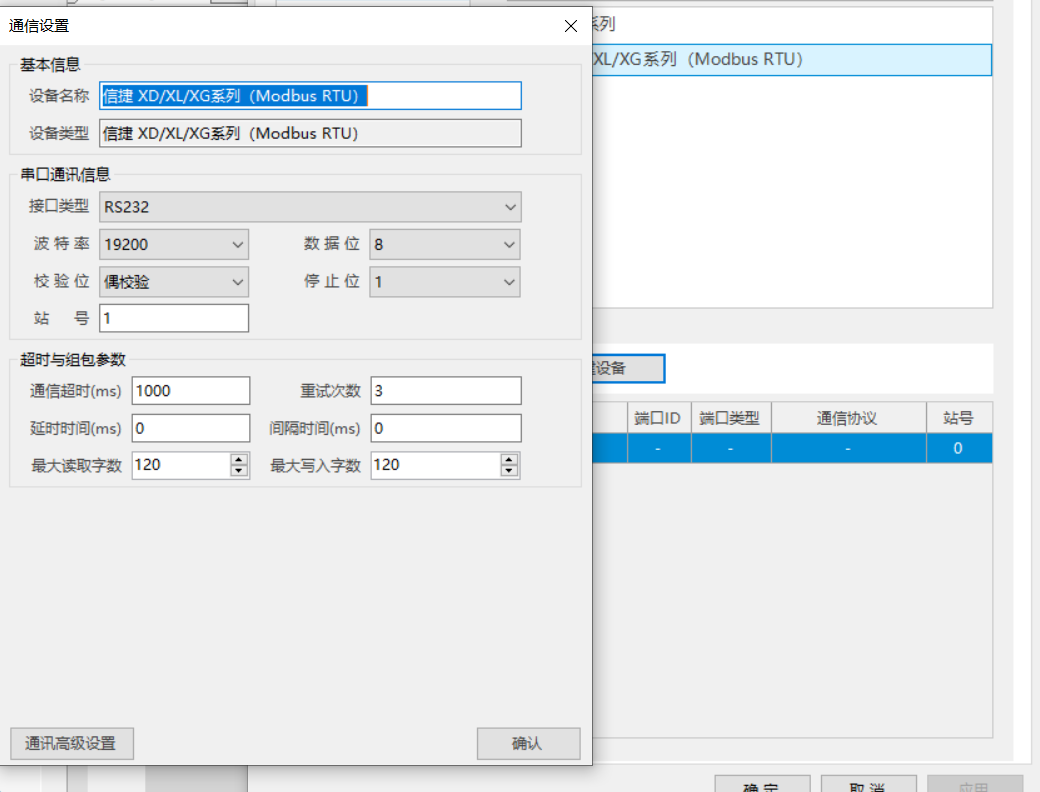
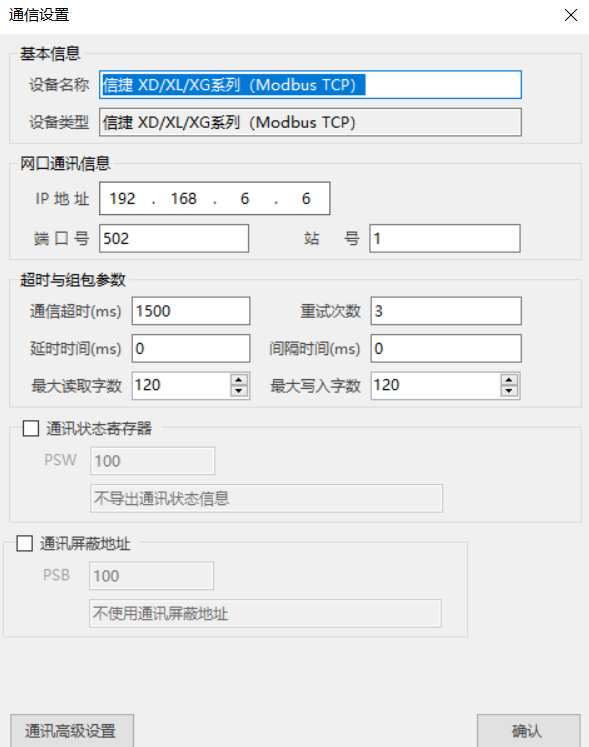
第二步 配置通訊地址,如果是串口就需要配置好對應的波特率、從站地址數據位、停止位。網口通訊確實IP地址和端口號。
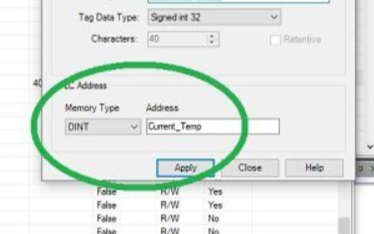
第三步 綁定PLC的數據地址。
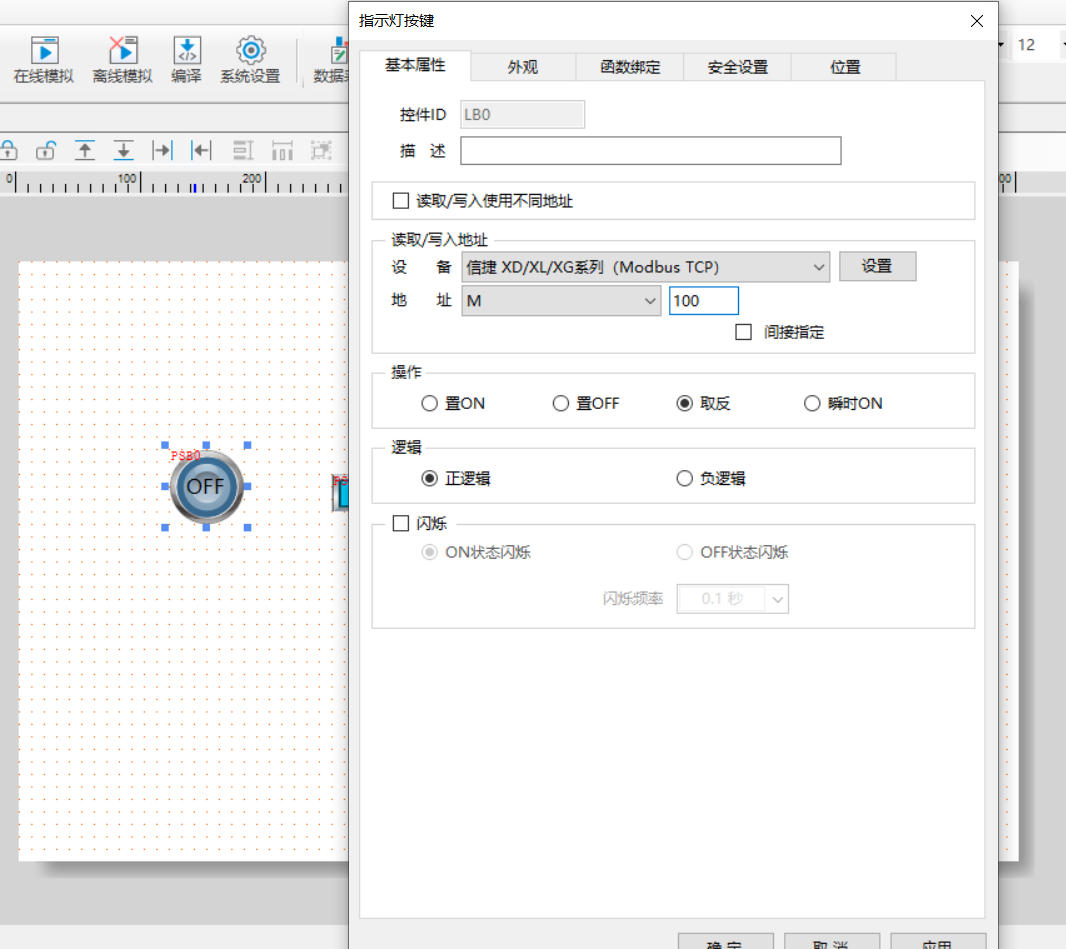
第四步
測試通訊連接與更新觸摸屏
總結
PLC 與 HMI 的通訊本質上是 PLC(作為數據源/執行器)與 HMI(作為顯示/操作終端)之間通過特定物理介質(串口線、網線、總線、無線)和通訊協議(Modbus, S7, OPC, Profinet, EtherNet/IP 等)進行數據交換的過程。實現的關鍵在于 正確連接硬件、在雙方設備上精確配置匹配的通訊參數和協議、在 HMI 軟件中準確綁定 PLC 內部數據地址。以太網因其高速和靈活性已成為最主流的選擇,而 Modbus(尤其 Modbus TCP)因其開放性也得到廣泛應用
-
plc
+關注
關注
5036文章
13902瀏覽量
474159 -
接口
+關注
關注
33文章
8992瀏覽量
153662 -
HMI
+關注
關注
9文章
635瀏覽量
49955 -
上位機
+關注
關注
27文章
966瀏覽量
55765
原文標題:PLC與HMI是怎么通訊的??
文章出處:【微信號:gkongbbs,微信公眾號:工控論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
為什么使用STM32 HAL庫與HMI串口通訊32發送串口指令給HMI屏幕無法實現指令操作呢
PLC如何實現以太網口無線通訊
如何將多個PLC連接到HMI
如何實現plc和hmi遠程上下載程序?


常見的PLC通訊協議
介紹Smart Line觸摸屏與V20變頻器通過MODBUS通訊的實現方法

多臺PLC和HMI如何實現跨網段訪問和NAT轉換

HMI與PLC集成加速智慧工廠數字化轉型

不同品牌PLC之間如何實現無線通訊

宏集Web HMI快速實現PLC數據的遠程監控




 工商網監
工商網監
評論