 基于機器視覺的碳化硅襯底切割自動對刀系統設計與厚度均勻性控制
基于機器視覺的碳化硅襯底切割自動對刀系統設計與厚度均勻性控制

一、引言
碳化硅(SiC)作為第三代半導體材料的代表,以其卓越的物理化學性能,在新能源汽車、軌道交通、5G 通信等關鍵領域展現出不可替代的作用。然而,SiC 材料硬度高、脆性大的特性,給其襯底切割加工帶來了極大挑戰。傳統切割方法存在切割精度低、效率慢、厚度均勻性差等問題,嚴重制約了 SiC 器件的性能與生產規模。在此背景下,開發基于機器視覺的碳化硅襯底切割自動對刀系統,并實現厚度均勻性控制,對推動 SiC 產業發展具有重要意義。
二、系統總體設計
自動對刀系統主要由機器視覺模塊、運動控制模塊、切割執行模塊和控制系統組成。機器視覺模塊采用高分辨率工業相機與定制光學鏡頭,實時采集切割區域圖像。運動控制模塊通過精密電機與絲杠導軌,精準控制切割刀具的位置與進給速度。切割執行模塊根據不同切割工藝(如金剛線切割、激光切割等)選擇相應刀具。控制系統整合各模塊信息,實現自動化運行。
三、機器視覺對刀原理與實現
3.1 圖像采集與預處理
工業相機以固定幀率采集切割區域圖像,圖像經灰度化、濾波、增強等預處理操作,提升圖像質量,凸顯襯底與刀具邊緣特征,為后續特征提取做準備。例如,采用高斯濾波去除圖像噪聲,直方圖均衡化增強圖像對比度。
3.2 特征提取與匹配
利用邊緣檢測算法(如 Canny 算法)提取襯底邊緣輪廓與刀具特征點。通過模板匹配技術,將實時采集圖像中的刀具特征與預先存儲的標準刀具模板進行匹配,確定刀具實際位置與姿態。當檢測到刀具位置偏差時,控制系統計算補償量并發送指令給運動控制模塊,實現刀具自動調整。
四、厚度均勻性控制策略
4.1 進給量動態調節
碳化硅襯底切割過程中,依據切割深度、刀具磨損狀態等因素動態調整進給量。切割起始階段,材料表面完整,刀具與材料接觸狀態穩定,可采用較大進給量提高加工效率。隨著切割深入,刀具磨損加劇,材料內部應力分布改變,此時逐步減小進給量,能有效控制切割力在合理范圍,維持材料均勻去除,保證厚度均勻性。構建以切割深度為自變量,進給量為因變量的梯度調節函數,通過傳感器實時監測切割深度、刀具振動、切割力等參數,將數據反饋至控制系統,由控制系統依據預設的梯度調節模型,動態調整進給量。
4.2 切割參數優化
通過實驗與仿真相結合的方式,建立切割參數(如切割速度、進給量、切割功率等)與厚度均勻性的映射關系模型。利用該模型,針對不同規格的碳化硅襯底,優化切割參數組合,使切割過程中材料去除均勻,降低厚度偏差。例如,對于較薄的襯底,適當減小切割速度與進給量;對于硬度更高的碳化硅材料,調整切割功率與冷卻條件,確保切割過程穩定,提升厚度均勻性。
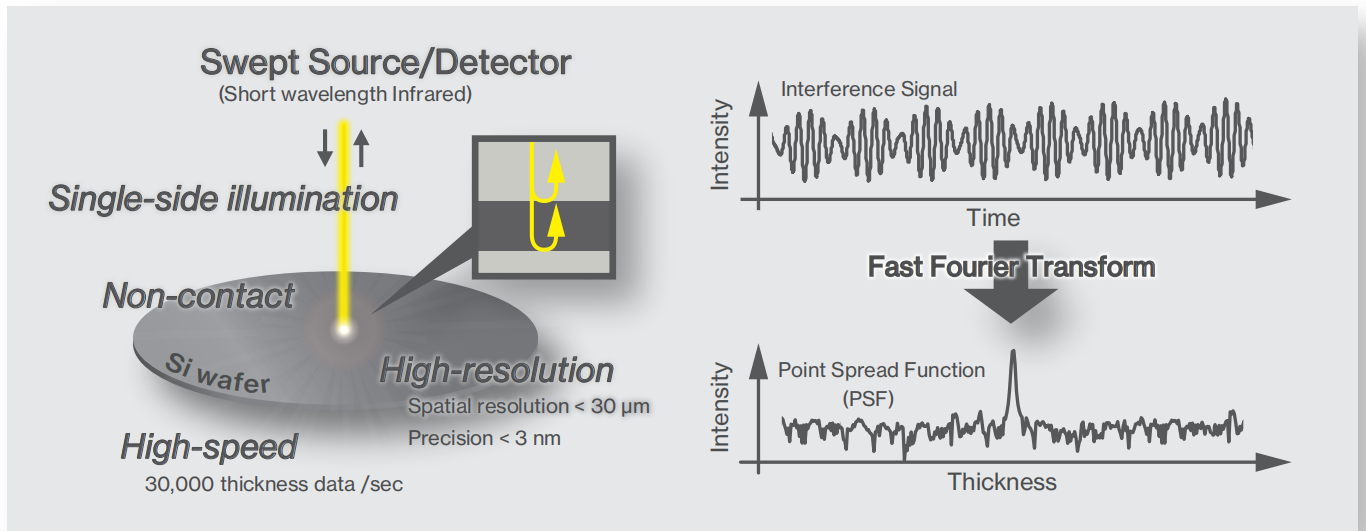
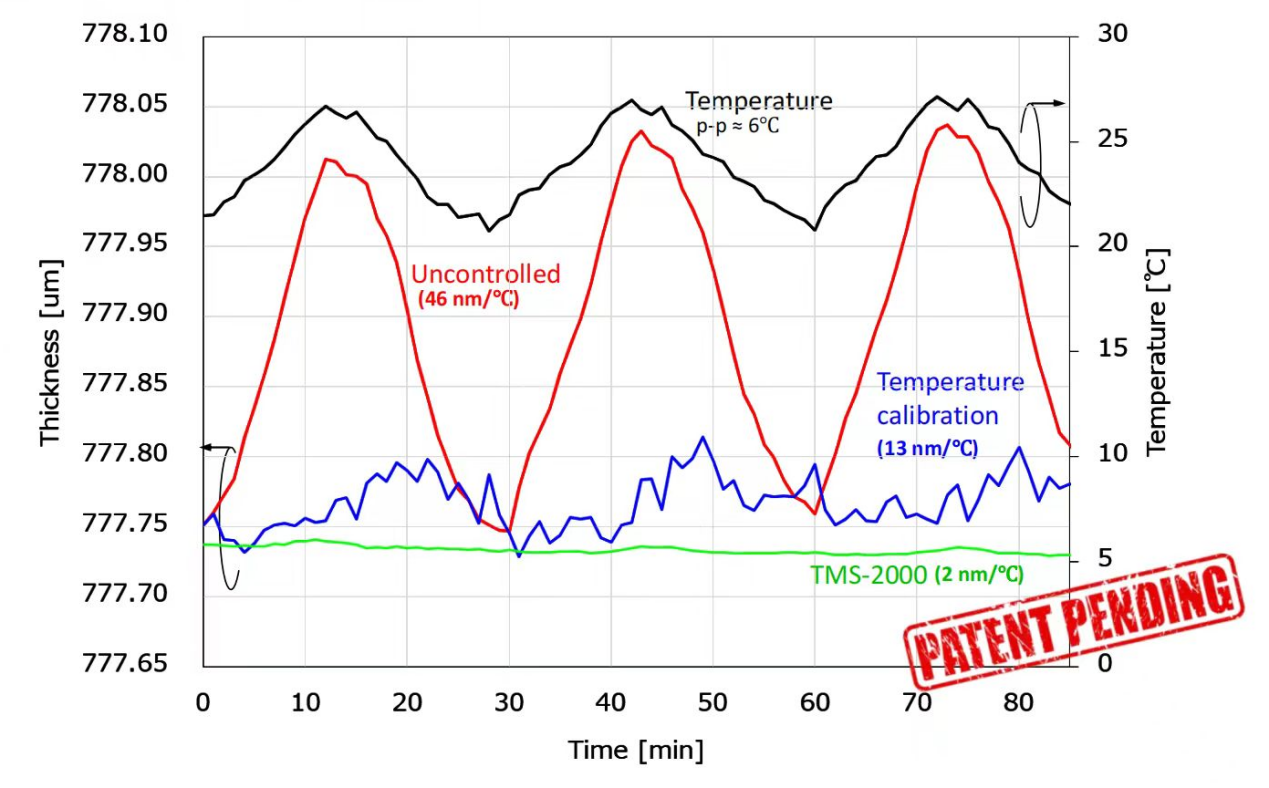
高通量晶圓測厚系統運用第三代掃頻OCT技術,精準攻克晶圓/晶片厚度TTV重復精度不穩定難題,重復精度達3nm以下。針對行業厚度測量結果不一致的痛點,經不同時段測量驗證,保障再現精度可靠。?
我們的數據和WAFERSIGHT2的數據測量對比,進一步驗證了真值的再現性:
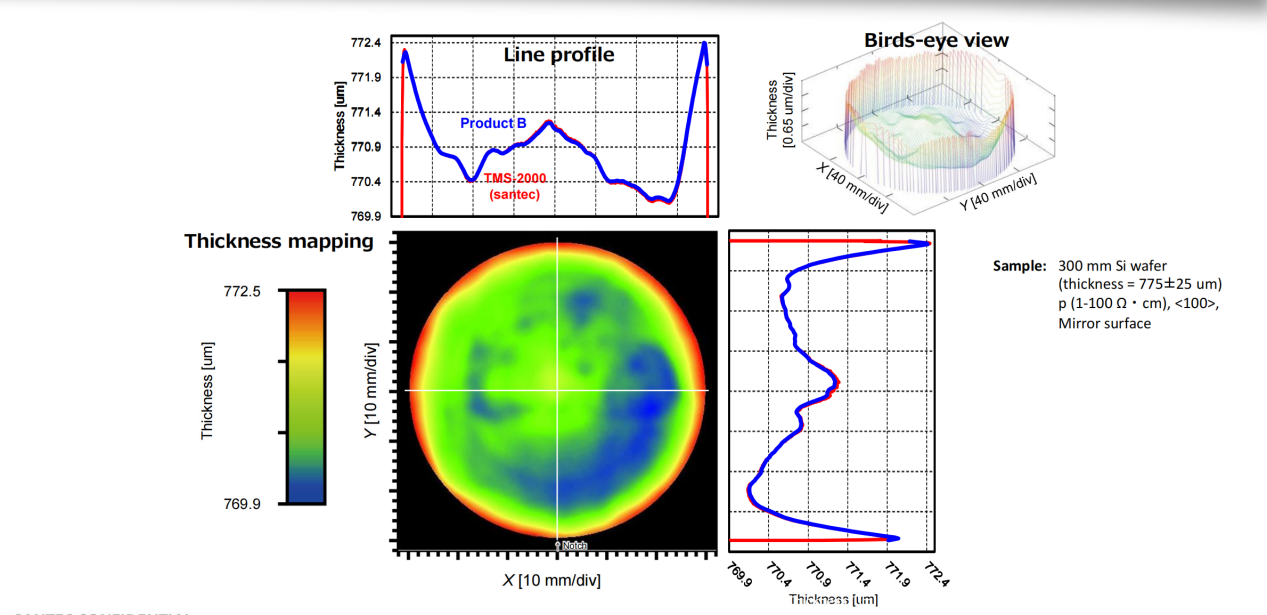
(以上為新啟航實測樣品數據結果)
該系統基于第三代可調諧掃頻激光技術,相較傳統雙探頭對射掃描,可一次完成所有平面度及厚度參數測量。其創新掃描原理極大提升材料兼容性,從輕摻到重摻P型硅,到碳化硅、藍寶石、玻璃等多種晶圓材料均適用:?
對重摻型硅,可精準探測強吸收晶圓前后表面;?
點掃描第三代掃頻激光技術,有效抵御光譜串擾,勝任粗糙晶圓表面測量;?
通過偏振效應補償,增強低反射碳化硅、鈮酸鋰晶圓測量信噪比;
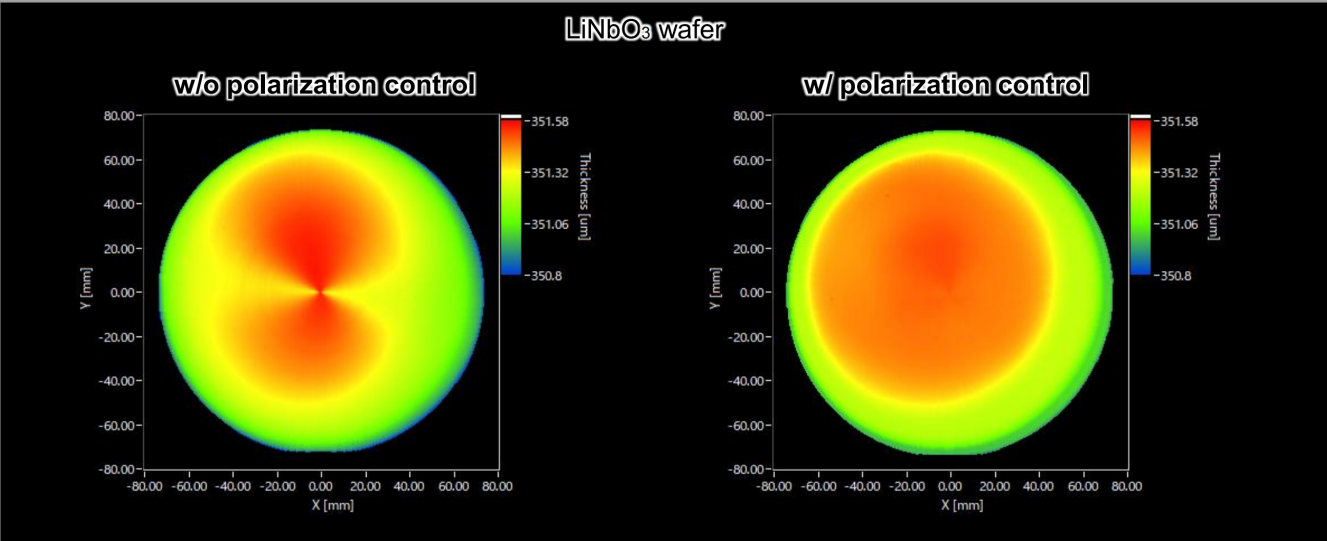
(以上為新啟航實測樣品數據結果)
支持絕緣體上硅和MEMS多層結構測量,覆蓋μm級到數百μm級厚度范圍,還可測量薄至4μm、精度達1nm的薄膜。
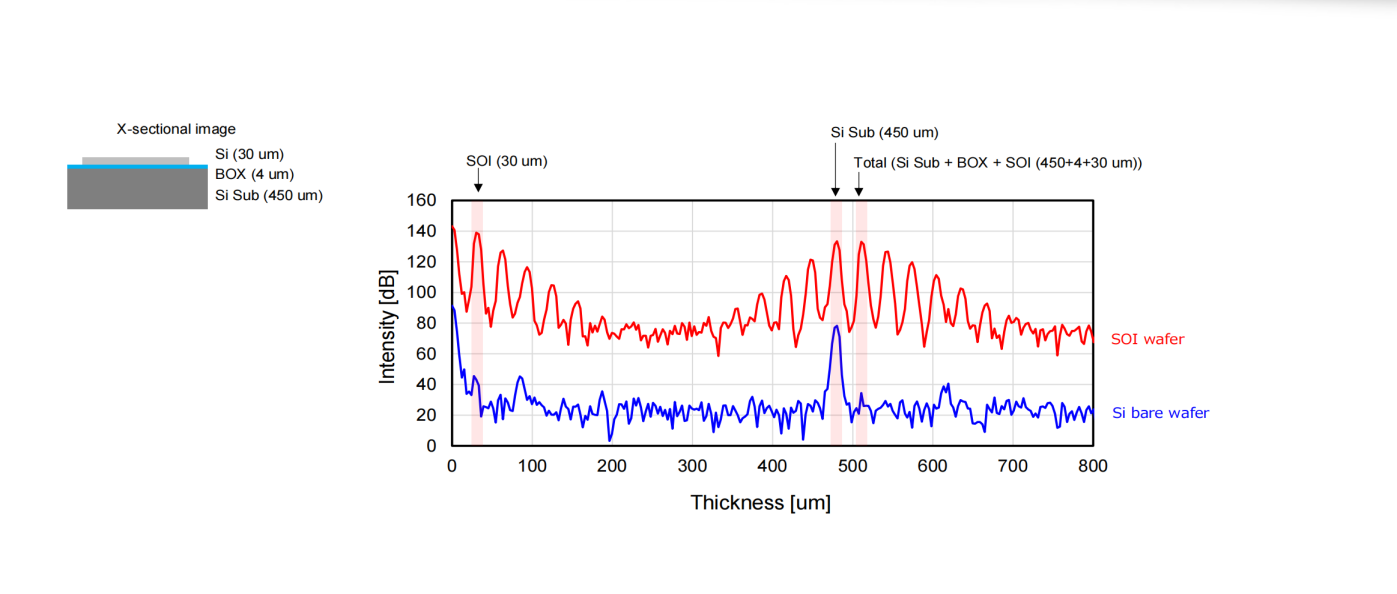
(以上為新啟航實測樣品數據結果)
此外,可調諧掃頻激光具備出色的“溫漂”處理能力,在極端環境中抗干擾性強,顯著提升重復測量穩定性。
(以上為新啟航實測樣品數據結果)
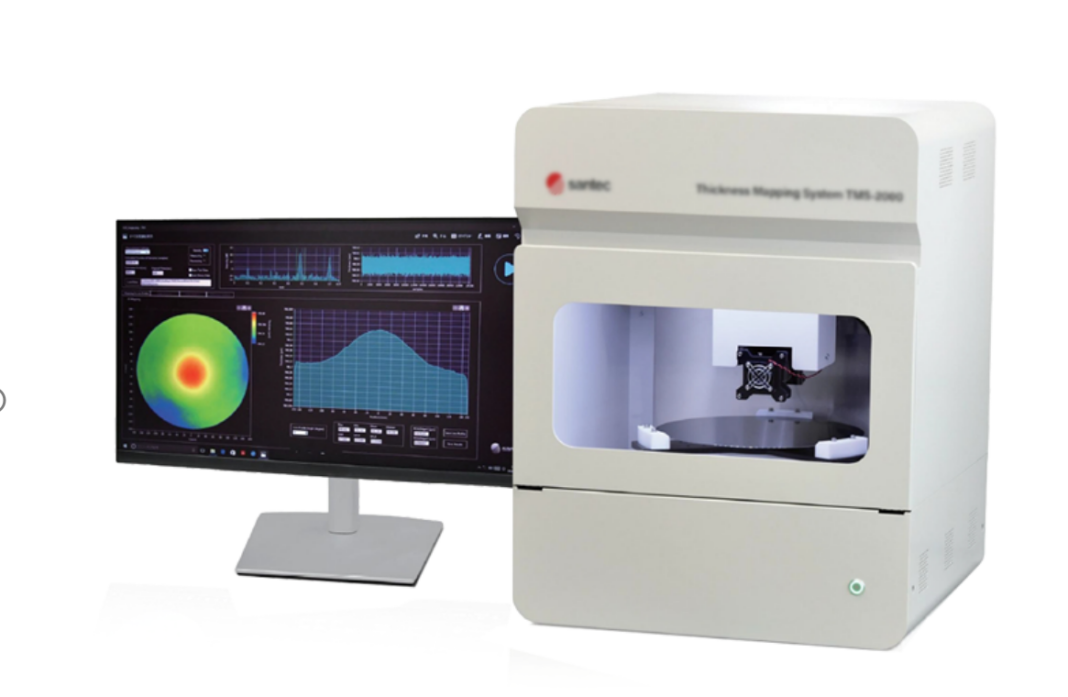
系統采用第三代高速掃頻可調諧激光器,擺脫傳統SLD光源對“主動式減震平臺”的依賴,憑借卓越抗干擾性實現小型化設計,還能與EFEM系統集成,滿足產線自動化測量需求。運動控制靈活,適配2-12英寸方片和圓片測量。
-
晶圓
+關注
關注
53文章
5138瀏覽量
129582 -
機器視
+關注
關注
0文章
3瀏覽量
5440 -
碳化硅
+關注
關注
25文章
3054瀏覽量
50299
發布評論請先 登錄
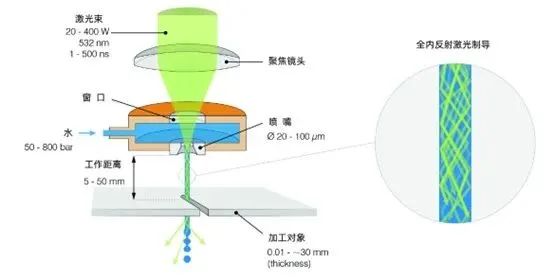
碳化硅的激光切割技術介紹
碳化硅深層的特性
淺談硅IGBT與碳化硅MOSFET驅動的區別
碳化硅襯底市場群雄逐鹿 碳化硅襯底制備環節流程
降低碳化硅襯底TTV的磨片加工方法

測量探頭的 “溫漂” 問題,都是怎么產生的,以及對于碳化硅襯底厚度測量的影響
碳化硅襯底 TTV 厚度測量儀器的選型指南與應用場景分析

碳化硅襯底切割進給量與磨粒磨損狀態的協同調控模型



 工商網監
工商網監
評論