 CCLinkIE轉EtherCAT智能網關實現三菱FX5U-64MT/ES與匯川SV660N伺服數據互通配置指南
CCLinkIE轉EtherCAT智能網關實現三菱FX5U-64MT/ES與匯川SV660N伺服數據互通配置指南


一、行業背景
隨著新能源汽車市場爆發式增長,汽車制造企業對產線效率、設備協同性及柔性生產能力的要求顯著提升。傳統產線多采用CC-LinkIEFieldBasic(CCLINKIEFB)協議的三菱PLC控制系統,而新一代伺服驅動設備普遍采用EtherCAT協議,協議異構導致設備間數據孤島,現采用捷米特EtherCAT轉CCLinkIE智能網關以此實現協議融合。

二、項目需求
某頭部新能源汽車工廠需將原有三菱FX5U-64MT/ES(CCLINKIEFB主站)控制的卷繞機、涂布機與新增匯川SV660N伺服驅動器(EtherCAT從站)集成,目標包括:
1.跨協議同步控制:實現涂布厚度與卷繞張力的實時閉環調節;
2.數據上云:生產數據(OEE、良率)上傳至MES系統;
3.零停機改造:避免對原有CCLINKIEFB網絡的大規模改造。

方案設計
核心設備
·協議轉換網關:捷米特CCLinkIE轉EtherCAT協議轉換網關(支持CCLINKIEFB主站轉EtherCAT從站);
·CCLINKIEFB主站:三菱FX5U-64MT/ES;
·EtherCAT從站:匯川SV660N伺服驅動器(型號:SV660N-1R6G-4)、基恩士LS-9000激光測厚儀;
·上位系統:西門子WinCCSCADA。

網絡拓撲
歐姆龍NJ501(CCLINK主站)→JM-ECTM-CCLKIE網關(CCLINK從站)
↓
安川Σ-7伺服(EtherCAT從站)+尼康LS-1100(EtherCAT從站)→華為Atlas500(數據AI分析)實施過程
1.硬件配置
·網關參數:
oCCLINKIEFB側:站地址1,波特率1Gbps,輸入/輸出各128字(占用4個邏輯站);
oEtherCAT側:DC同步模式,PDO映射周期1ms;
·伺服參數:
o匯川SV660N:EtherCAT站地址2,控制模式切換為CiA402協議;
o基恩士LS-9000:EtherCAT站地址3,測量數據映射至輸入區0x2300-0x231F。
2.數據映射邏輯
text
復制
CCLINKIEFB輸入區(FX5U接收)→網關內存緩沖區→EtherCAT輸出區(伺服指令)
CCLINKIEFB輸出區(FX5U發送)←網關內存緩沖區←EtherCAT輸入區(傳感器數據)
3.關鍵配置步驟
·GXWorks3組態:
·導入捷米特CCLinkIE轉EtherCAT智能網關文件,分配CCLINKIEFB輸入/輸出地址(X1000-Y1000對應伺服控制指令,D1000-D1150存儲測厚數據);
·EtherCAT主站配置:
·使用TwinCAT3掃描EtherCAT網絡,配置伺服PDO(0x6040控制字、0x6064位置指令);
·異常診斷:
通過網關狀態燈(CC.OK/ECT)判斷故障類型,如CC.err紅燈表示CCLINK網絡斷線。
成果與價值
1.效率提升:
o卷繞對齊精度從98.2%提升至99.7%,涂布速度從45m/min提升至60m/min;
oMES數據采集延遲從5s降低至200ms。
2.成本優化:
o節省設備替換成本約120萬元,改造周期縮短至3天;
3.可擴展性:
o支持后續接入EtherCAT機械臂(如庫卡KRAGILUS),通過網關級聯功能擴展產線
具體內容配置過程及其他相關咨詢可聯系楊工。
-
工業自動化
+關注
關注
17文章
2709瀏覽量
68255 -
ethercat
+關注
關注
19文章
1084瀏覽量
39860 -
智能網關
+關注
關注
6文章
794瀏覽量
50796
發布評論請先 登錄
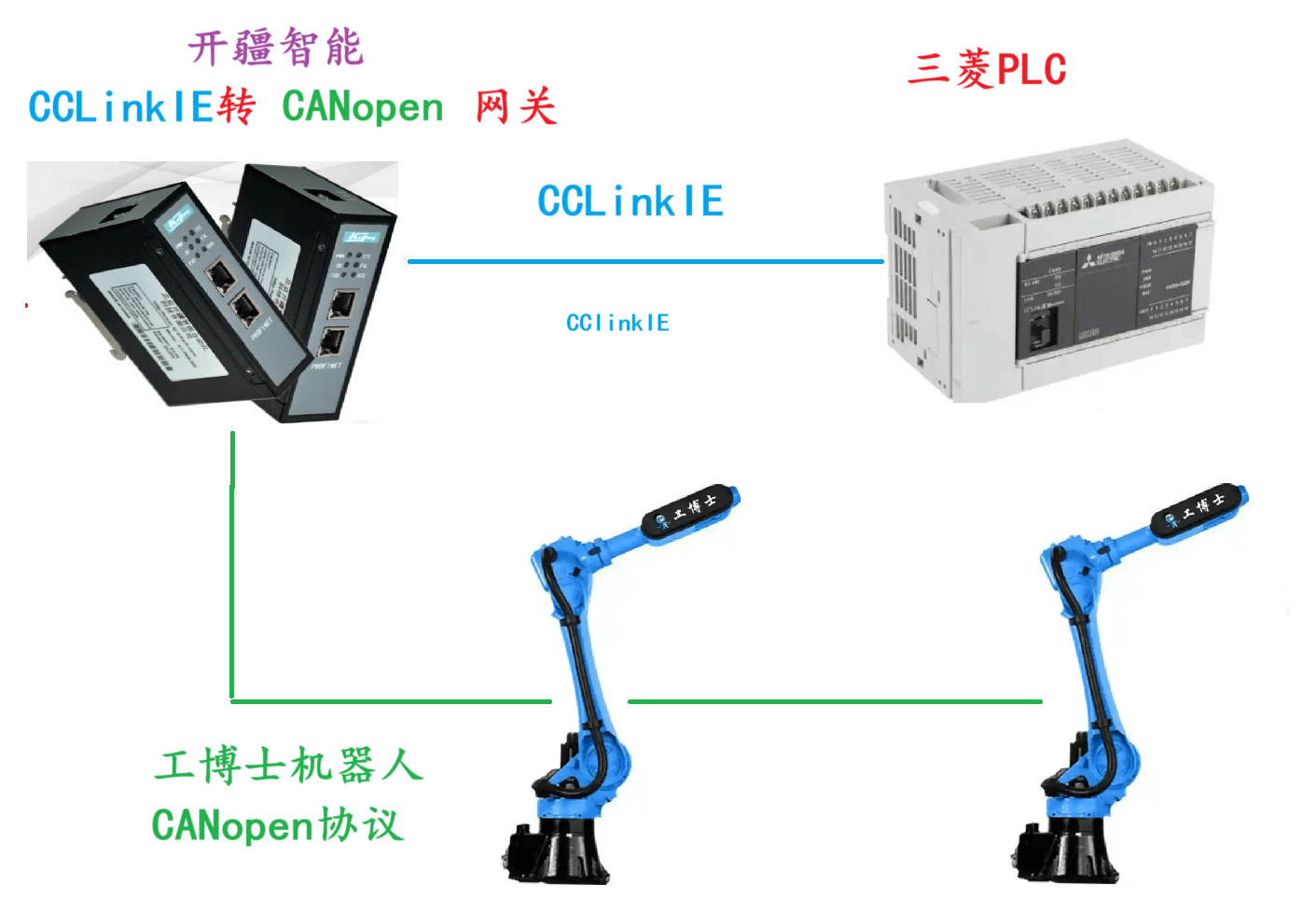
開疆智能CCLinkIE轉CANopen網關連接GBS20機器人配置案例
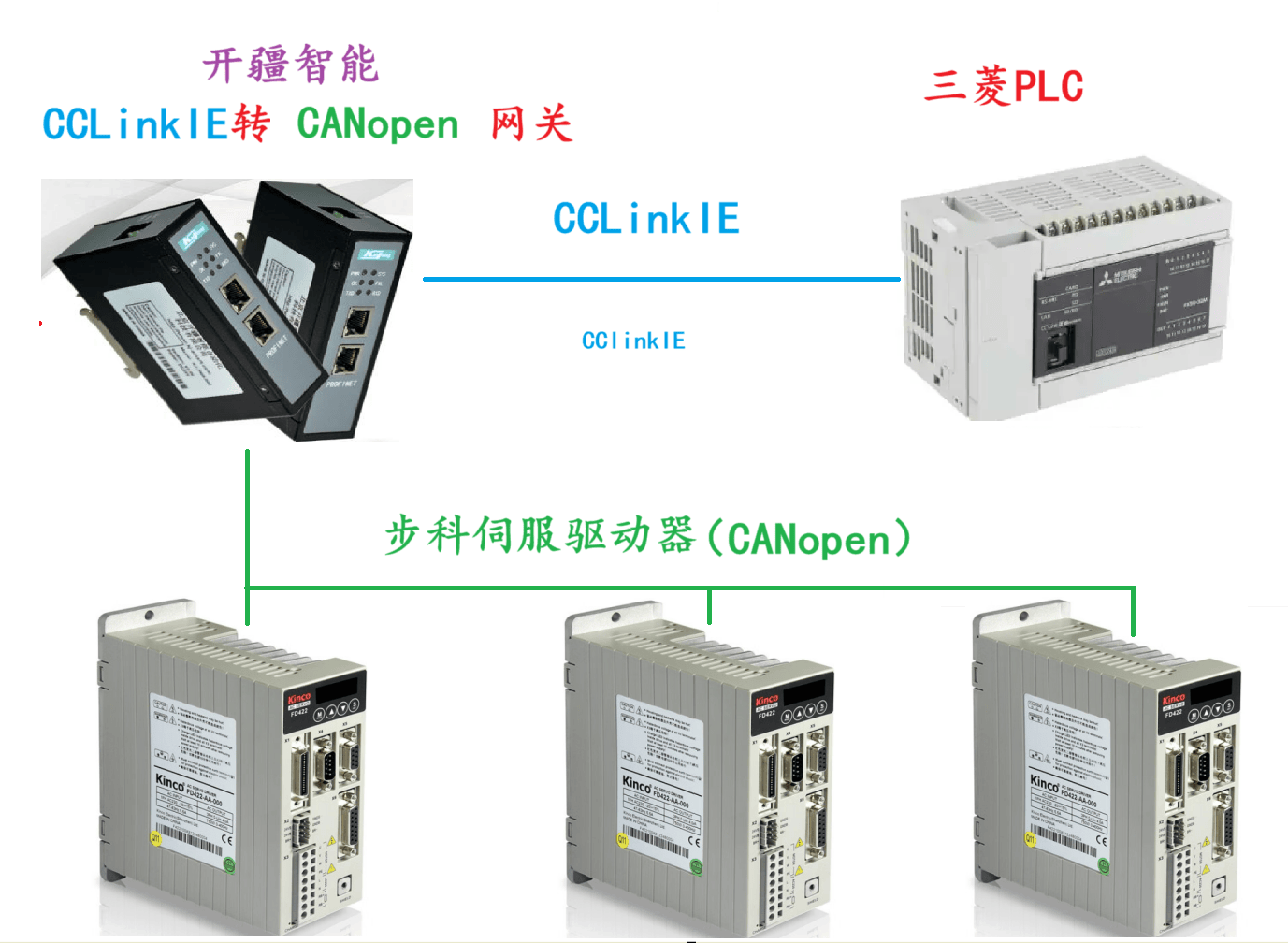
開疆智能CCLinkIE轉CANopen網關連接步科伺服驅動器配置案例
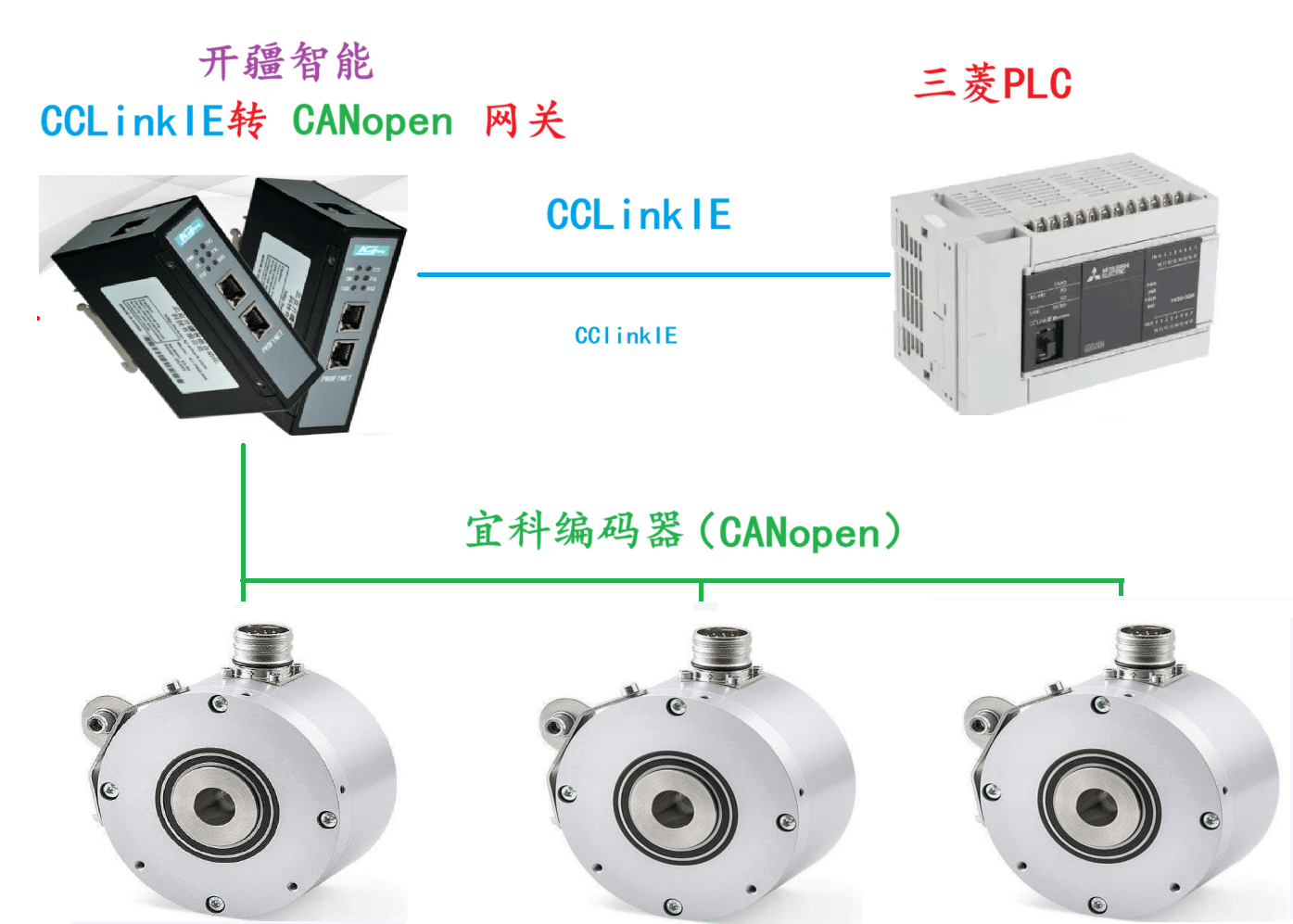
開疆智能CCLinkIE轉CANopen網關連接宜科編碼器配置案例
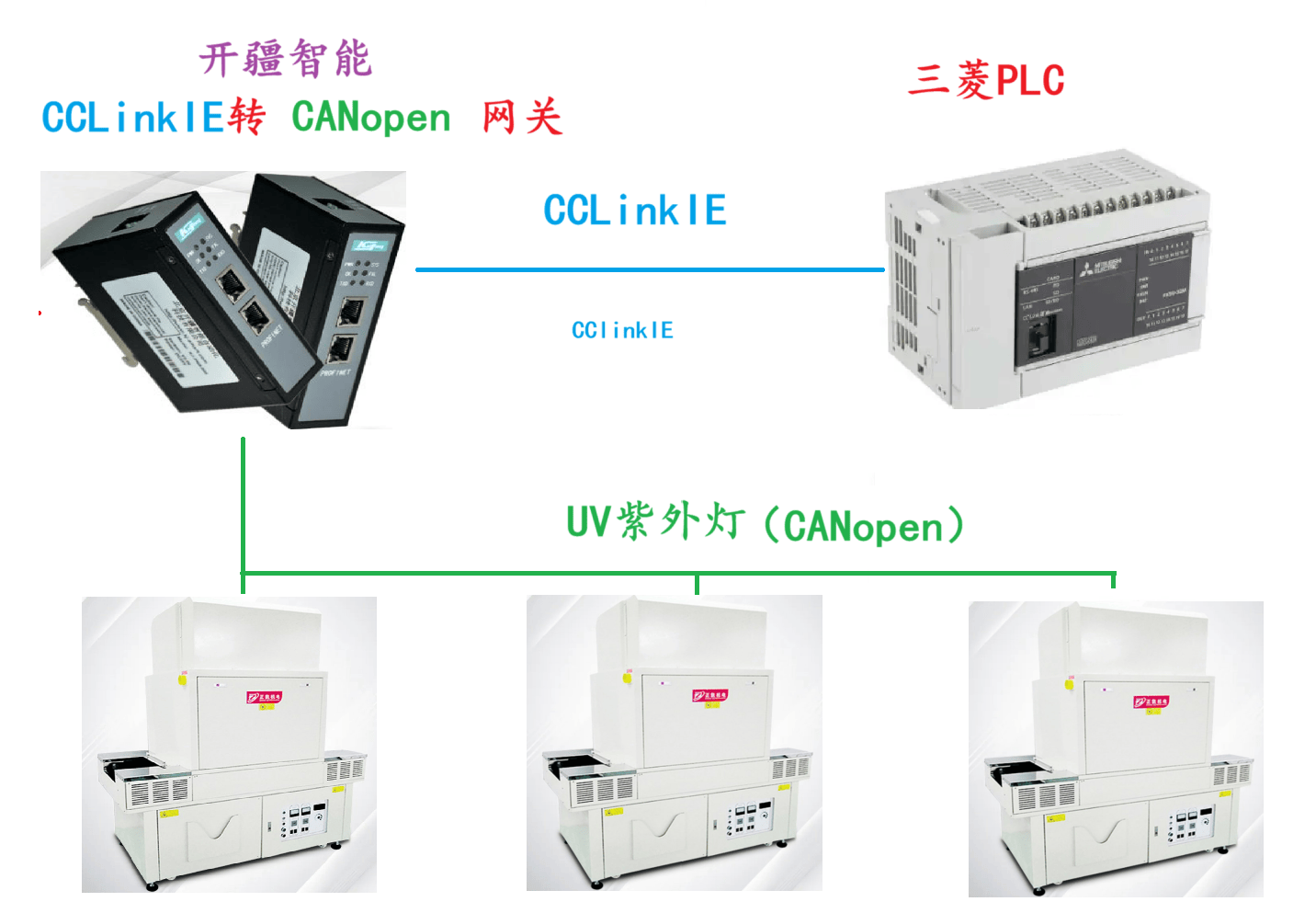
開疆智能CCLinkIE轉Canopen網關連接UV紫外燈配置案例
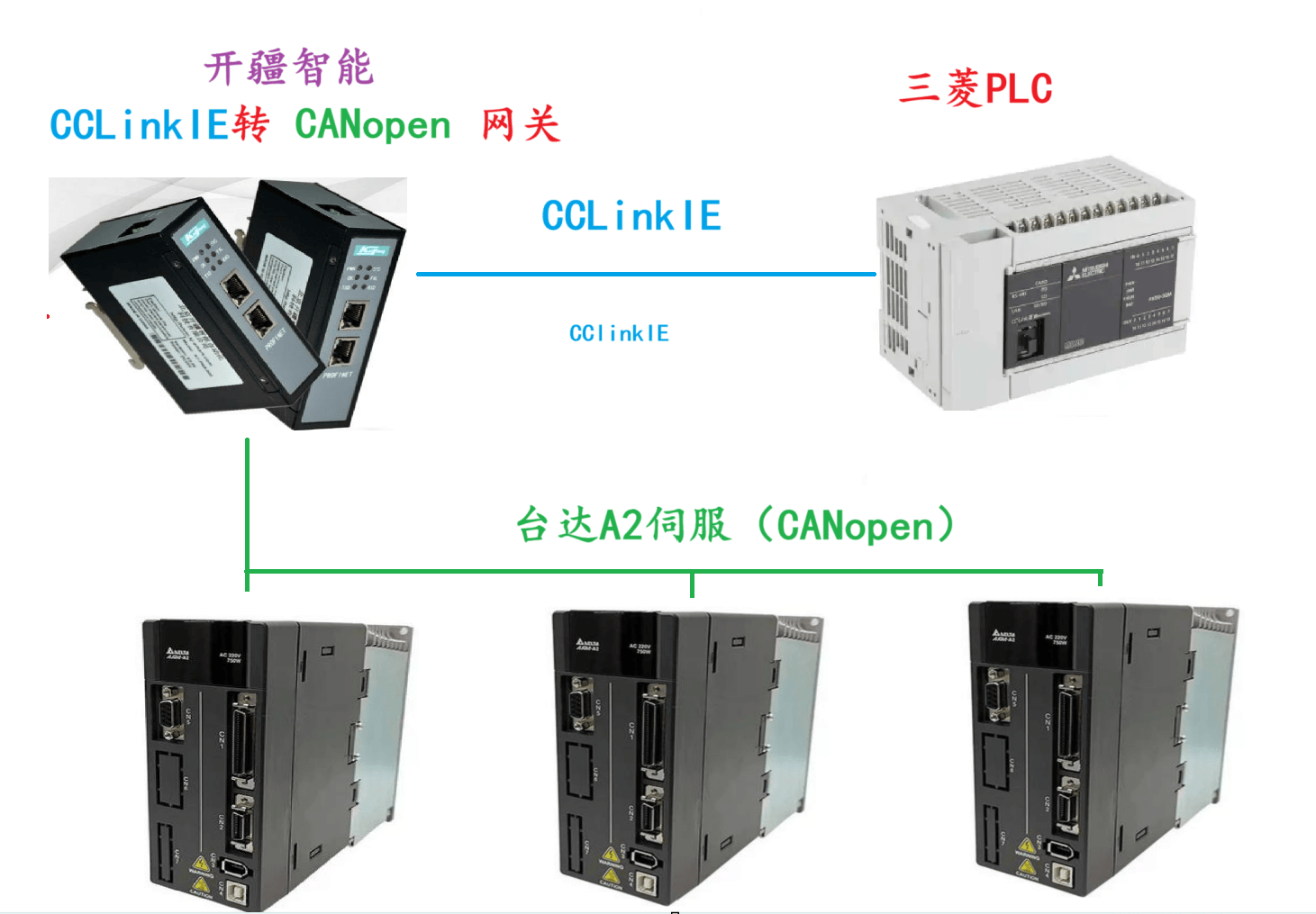
開疆智能CCLinkIE轉Canopen網關連接臺達伺服驅動器配置案例
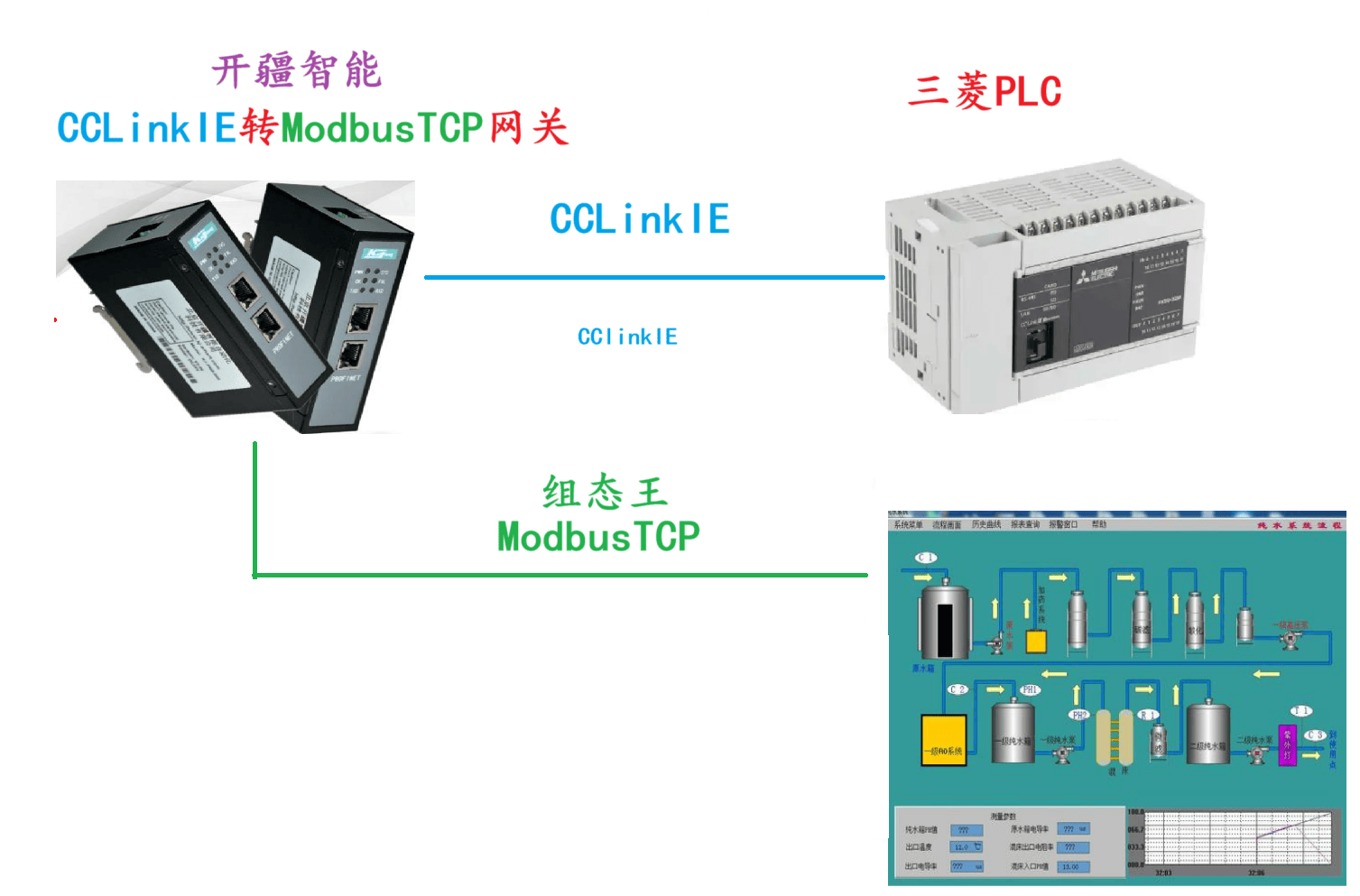
開疆智能CCLinkIE轉ModbusTCP網關連接組態王配置案例
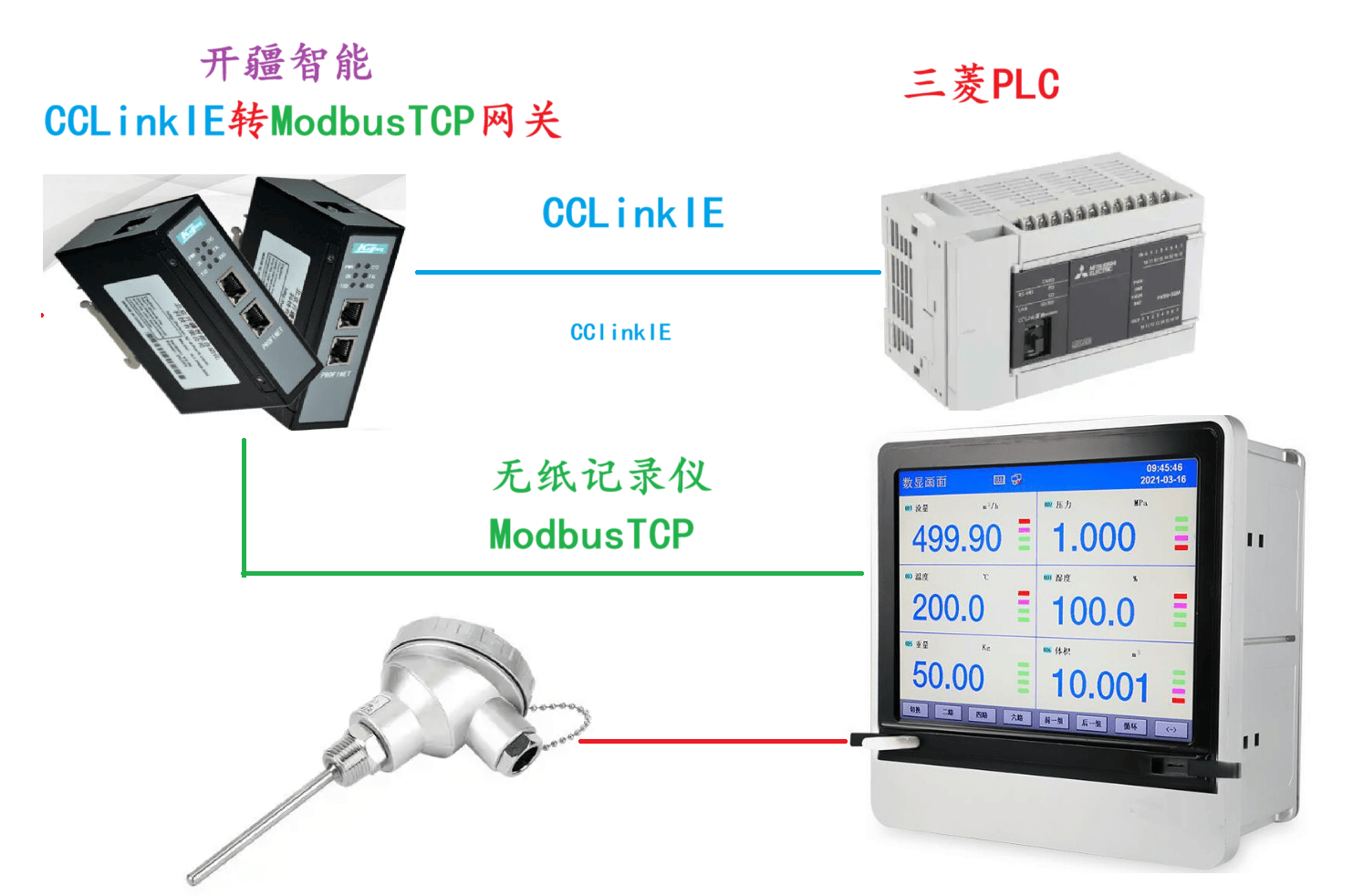
開疆智能CCLinkIE轉ModbusTCP網關連接測聯無紙記錄儀配置案例
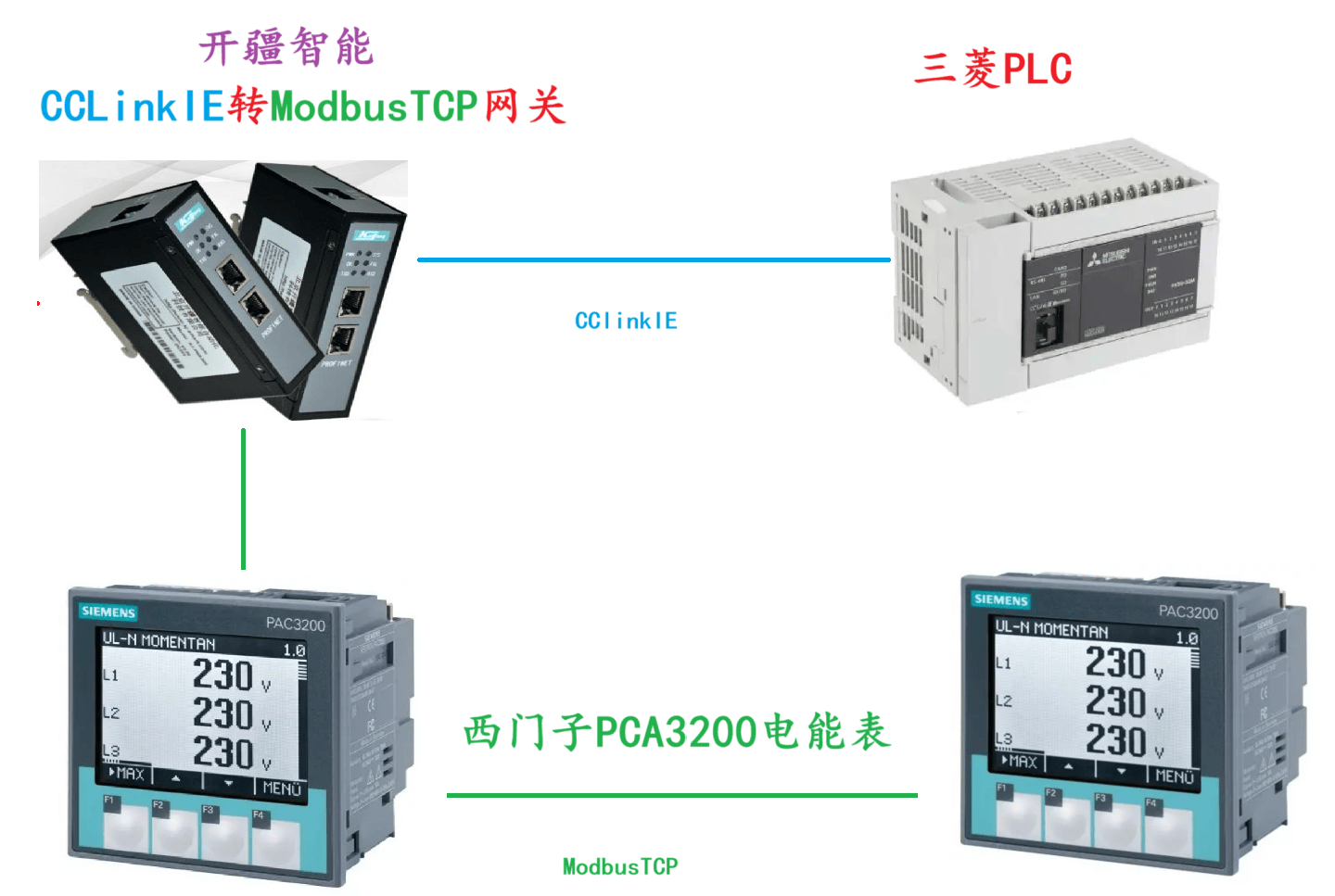
開疆智能CCLinkIE轉ModbusTCP網關連接PCA3200電能表配置案例
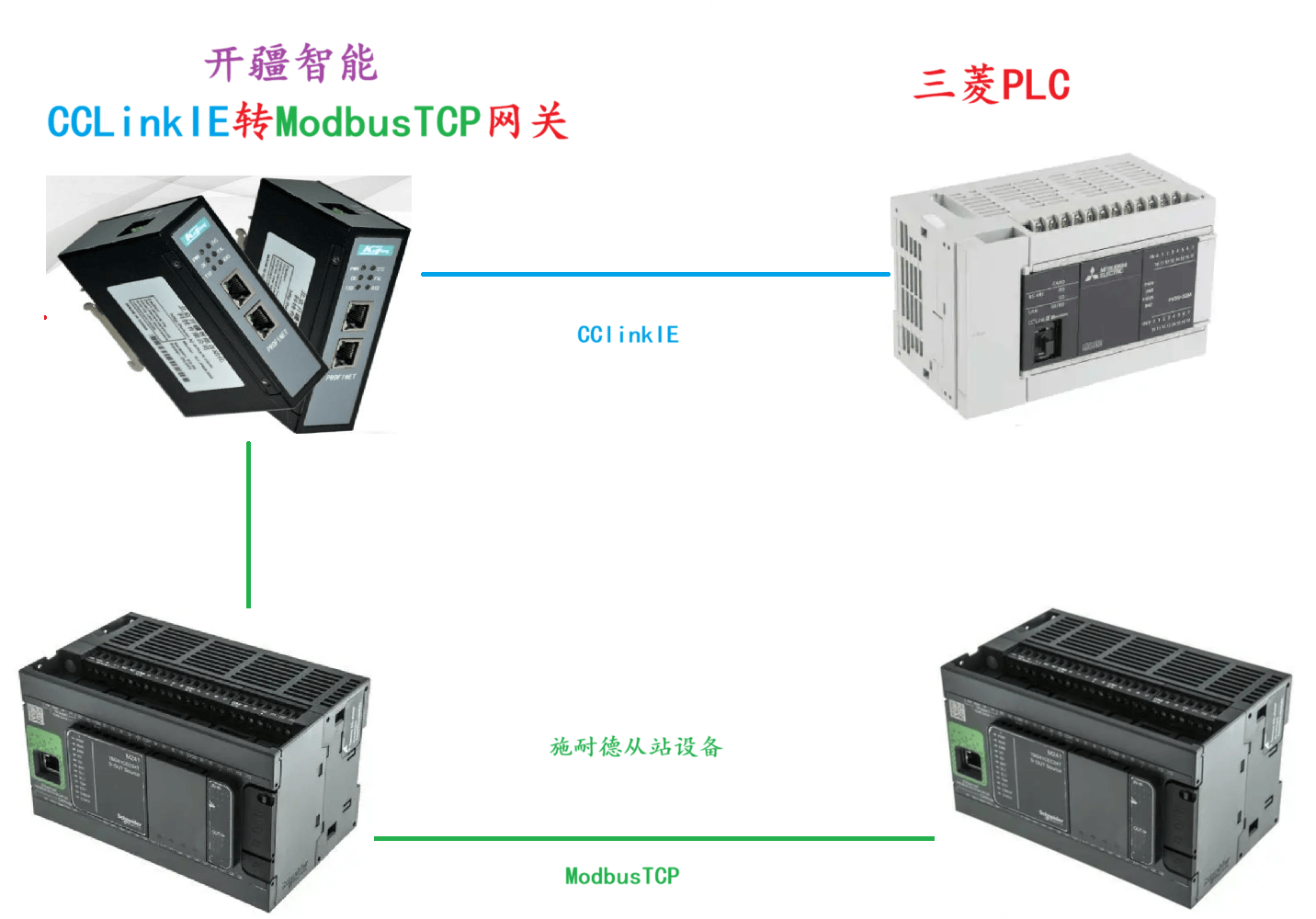
開疆智能CCLinkIE轉ModbusTCP網關連接施耐德TCP從站配置案例
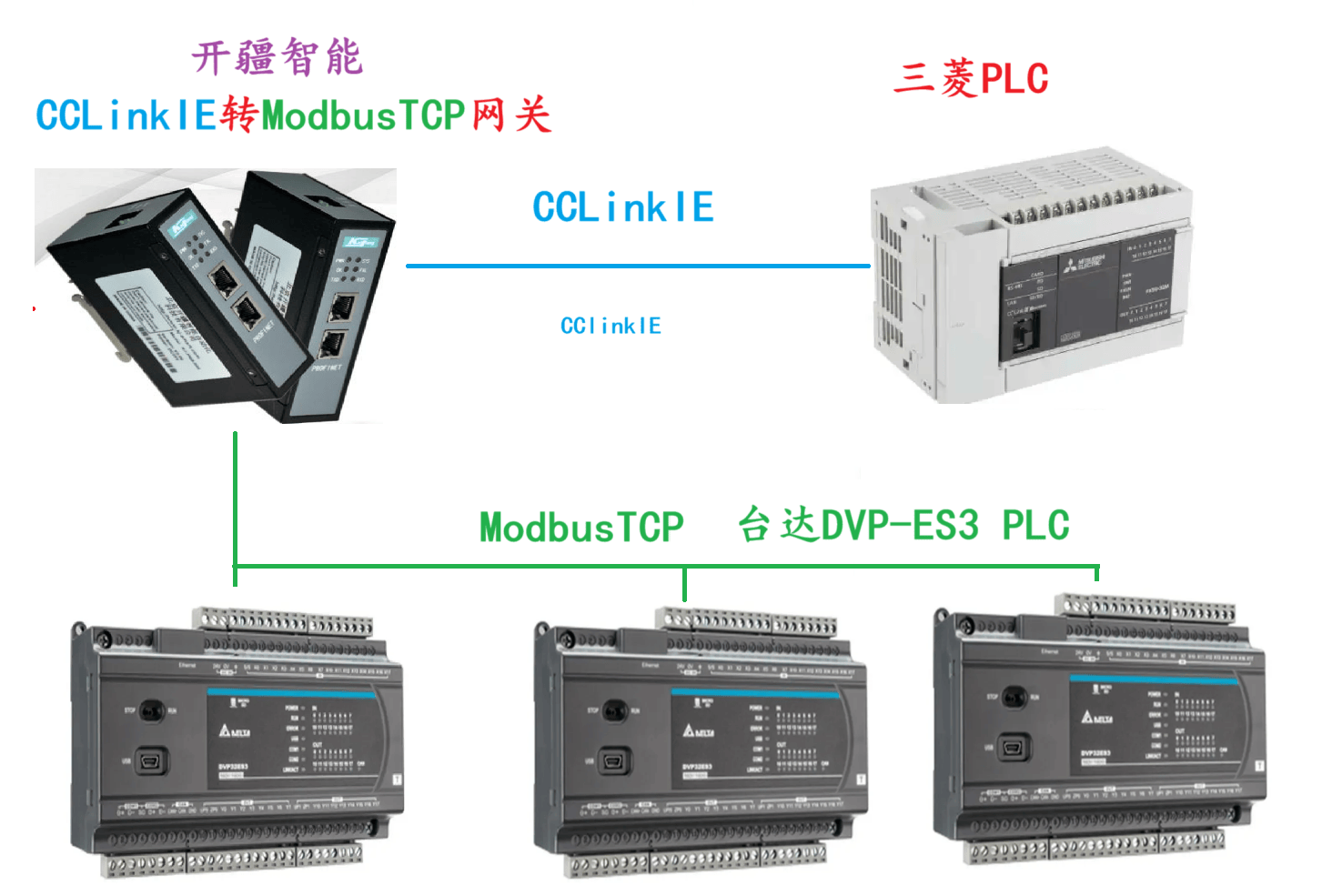
開疆智能ModbusTCP轉CClinkIE網關連接臺達DVP-ES3 PLC配置案例
SV660F伺服驅動器與EtherCAT主站轉Profinet網關通訊案例


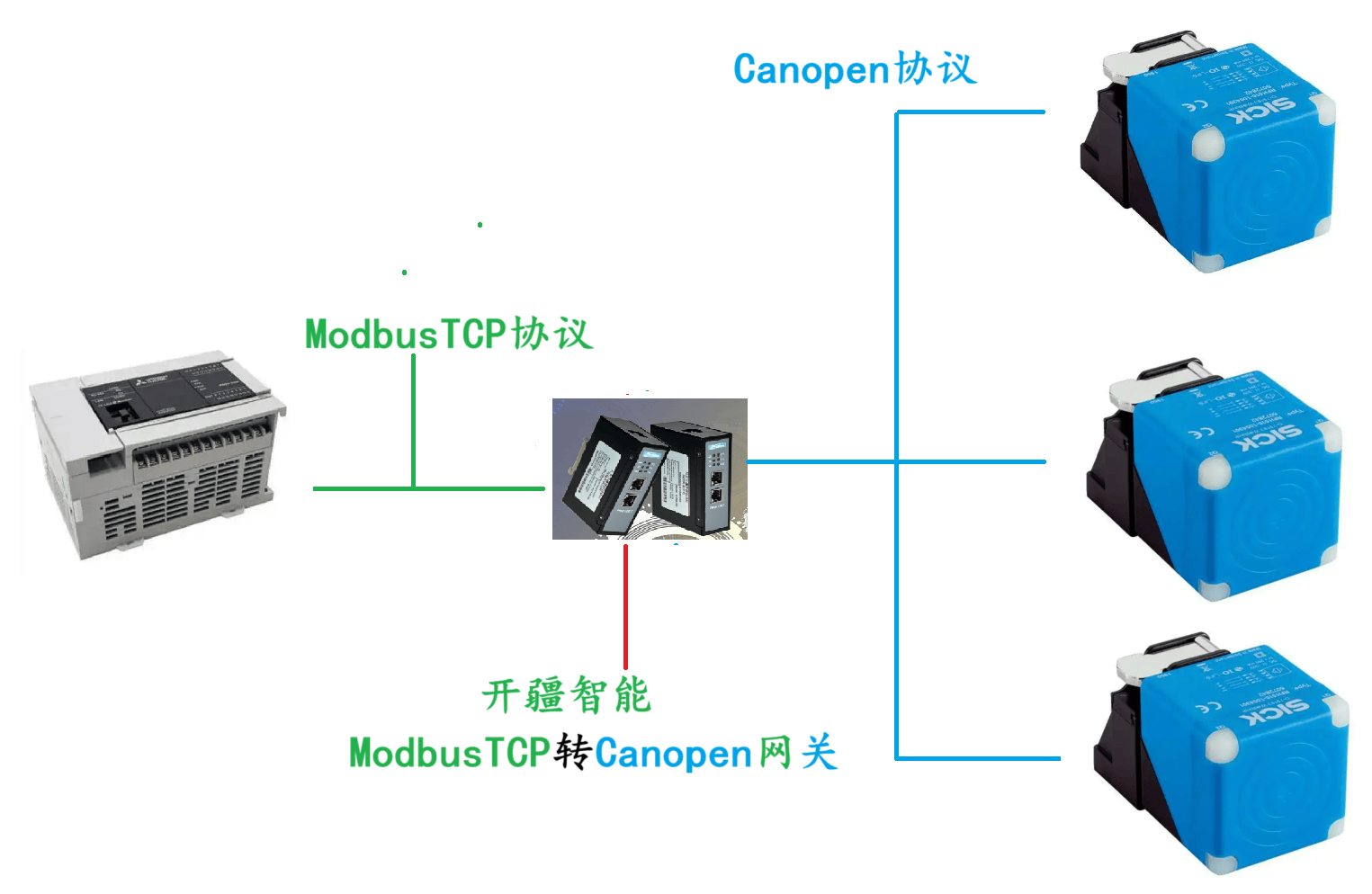
開疆智能ModbusTCP轉Canopen網關連接三菱FX5u配置案例
CCLK IE轉EtherCAT依靠網關實現三菱PLC、匯川伺服高效通訊的案例?

開疆智能EtherNETIP轉Profinet網關連接匯川PLC配置案例




 工商網監
工商網監
評論