 解析芯片的激光精密焊接,錫膏如何成為最佳搭檔
解析芯片的激光精密焊接,錫膏如何成為最佳搭檔

在芯片封裝的“微觀戰場”上,激光焊接憑借“指哪焊哪”的精準度,成為細間距、高可靠性場景的“王牌工藝”。而錫膏作為激光焊接的“搭檔”,其性能直接決定了焊點的質量。作為深耕焊材領域的企業,傲牛科技也為業界提供了多款激光錫膏。今天傲牛科技的工程師從焊材視角拆解激光焊接的核心邏輯,并揭秘錫膏與這一工藝的“匹配密碼”。
一、激光焊接的原理分類
激光焊接的核心是“能量的精準爆破”:高功率激光束(波長多為1064nm或532nm)經聚焦后,能量密度可達10?-10?W/cm2,在焊點區域瞬間(毫秒級)將光能轉化為熱能,使焊材與基材熔化形成熔池,冷卻后形成冶金結合。
按激光與材料的作用方式,主要分為熱傳導焊接和深熔焊接兩類。前者通過激光溫和加熱,熔池深度淺(<0.5mm),熱影響區可控制在5μm?以內,適合精密電子元件(如傳感器引線)焊接。后者通過激光高能量密度使材料汽化成“匙孔”,熔池深度大(>0.5mm),適用于功率器件的厚金屬焊接(如IGBT電極)。
二、激光精密焊接的“專屬領地”
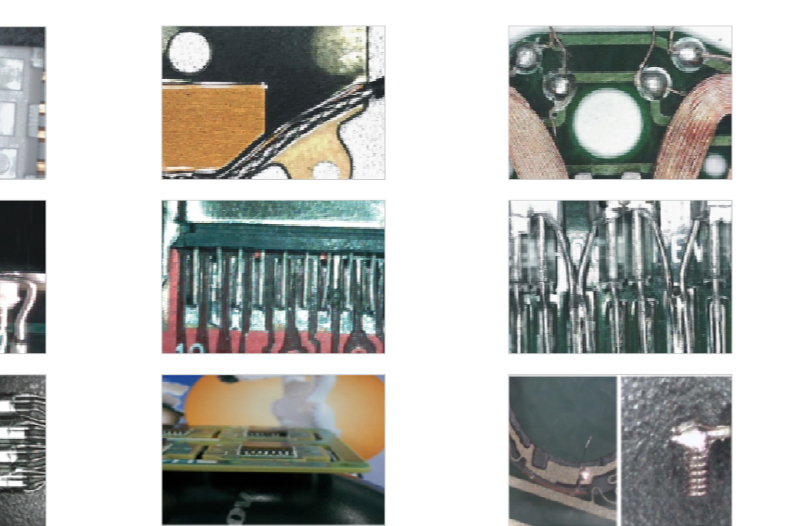
激光焊接的“精準打擊”特性,使其在以下精密焊接場景中不可替代:
1、Chiplet與3D堆疊:20μm以下細間距互連,激光可聚焦在單個凸點,避免相鄰焊點受熱。
2、高頻射頻器件:熱影響區小(<10μm),不會破壞芯片內部的高頻電路結構。 ?
3、熱敏元件封裝:如醫療傳感器、柔性電路,激光的局部加熱可避免元件因整體升溫失效。
4、異種材料連接:如銅-鋁、金屬-陶瓷的焊接,激光能精準控制熔池成分,減少脆性相生成。
三、錫膏與激光焊接的 “匹配法則”:從成分到形態的全維度適配
激光焊接的“瞬時高溫+局部加熱”特性,對錫膏提出了遠超傳統回流焊的要求,我們的研發重點集中在三個維度:
1. 合金成分:熔點與流動性的“平衡術”
低熔點優先:激光加熱時間短(1-10ms),錫膏需快速熔化。Sn-Bi系(如 Sn58Bi,熔點138℃)是首選,比 SAC305(217℃)更易在短時間內形成熔池。
高浸潤性配方:添加0.1-0.3% 的Ag或In,可降低液態焊料的表面張力,使其在激光加熱時快速鋪展(鋪展速度需≥0.5mm/ms)。
2. 粉末形態:顆粒度決定“印刷精度”
超細球形粉:激光焊接多針對50μm以下焊點,錫膏粉末滿足“粒徑2-5μm、球形度≥98%”,避免因顆粒不規則導致印刷堵網或熔池不均。
低氧含量:粉末氧含量需≤50ppm,否則激光加熱時會生成氧化物,導致焊點空洞率飆升。通過“氮氣保護研磨”技術,我們可將氧含量控制在30ppm以內。
3. 助焊劑:激光下的“隱形助手”
快速活化:激光加熱時間短,助焊劑需在100-200℃快速分解氧化物(如添加5-8%有機酸酐),確保焊料與基材的潤濕性(接觸角<30°)。
低揮發殘留:助焊劑揮發物若過多,會在激光高溫下形成氣泡;殘留過少則無法有效防氧化。可通過調整松香與合成樹脂比例(7:3),實現“揮發完全+殘留可控”。
四、激光焊接對比傳統工藝的四大優勢
對比維度 | 激光焊接 | 傳統回流焊 |
熱影響區 | <5μm(僅焊點局部受熱) | 50-100μm(整體加熱) |
間距能力 | 可焊20μm以下細間距 | 最小50μm(易橋連) |
異種材料適配 | 銅-鋁、金屬-陶瓷均可焊 | 對異種材料潤濕性差 |
能耗 | 單焊點能耗僅0.01Wh | 整板加熱,能耗是激光的10倍以上 |
激光焊接的普及正在重塑錫膏的研發邏輯:從“滿足通用焊接”轉向“精準適配工藝參數”。未來,隨著混合鍵合、異質集成技術的發展,激光焊接將向“亞微米級” 精度邁進,而錫膏也需在“粉末球形度、助焊劑活性、合金均勻性”上持續突破,成為精密制造的“隱形基石”。
-
錫膏
+關注
關注
1文章
938瀏覽量
17426 -
激光焊接
+關注
關注
4文章
555瀏覽量
21612 -
3D堆疊封裝
+關注
關注
0文章
16瀏覽量
7512 -
chiplet
+關注
關注
6文章
457瀏覽量
12966
發布評論請先 登錄
FPC焊接PCB:錫絲 vs 錫膏激光焊接該如何選擇?


激光錫膏焊接機的性能特點和使用說明
激光錫膏如何改寫精密焊接規則?從原理到應用深度解析




 工商網監
工商網監
評論